


Ever wondered how manufacturers create those perfectly uniform aluminum channels, tubes, and intricate profiles you see in everything from window frames to industrial machinery? The answer lies in a remarkably efficient manufacturing technique that transforms raw metal into precisely shaped components.
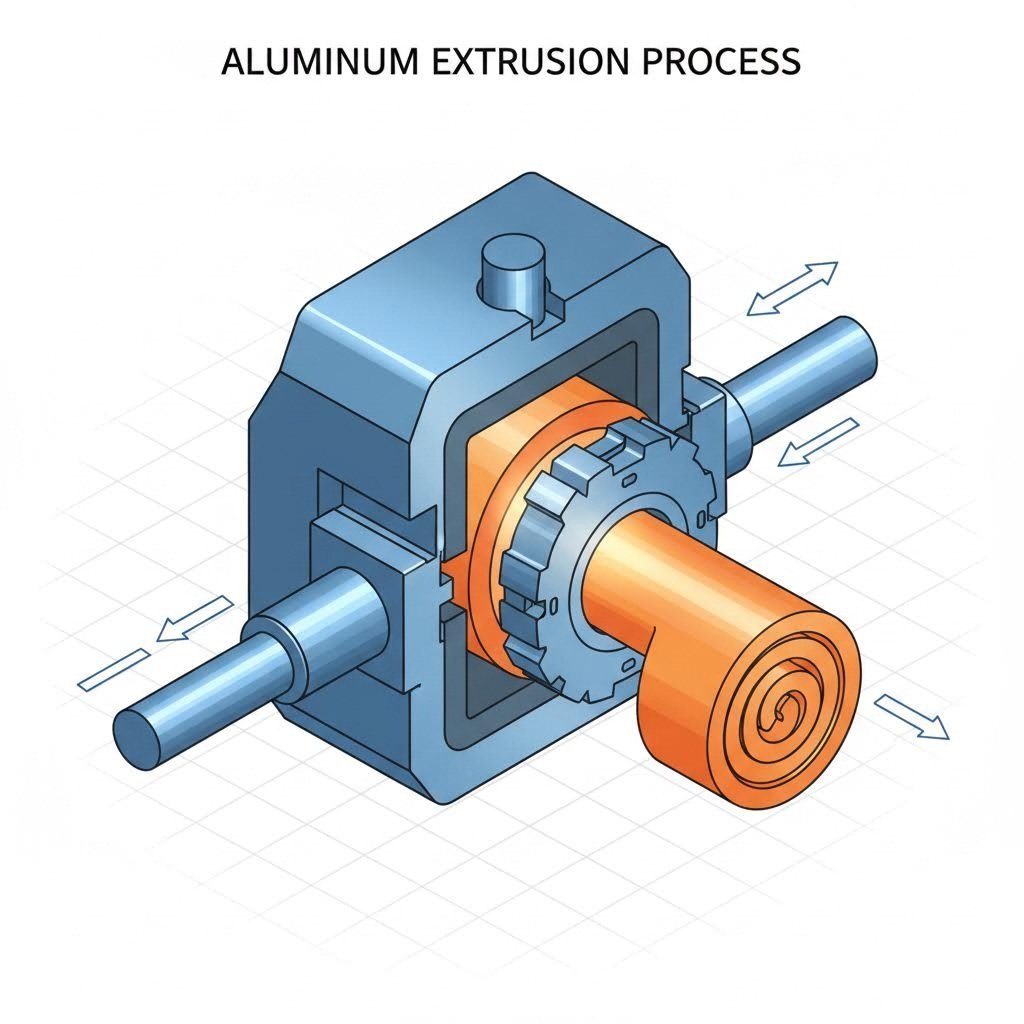
Aluminum extrusion is a manufacturing process that forces heated aluminum alloy through a shaped die opening to create profiles with consistent cross-sections. Think of it like squeezing toothpaste through a tube - except the "tube" is a precision-engineered steel die, and the result is a continuous metal profile that maintains its exact shape throughout its entire length.
So, what is extrusion in practical terms? When you define extrude as a process, you're describing the act of pushing material through a specific opening to achieve a desired shape. This technique enables the creation of solid, hollow, and semi-hollow profiles that would be impossible or prohibitively expensive to produce through other methods like machining or casting.
Understanding what is aluminum extrusion matters because it directly impacts your material selection and project planning decisions. Whether you're designing structural frameworks, thermal management systems, or decorative architectural elements, knowing how extruded aluminum is formed helps you specify the right profiles for your application.
The extrusion aluminum process begins with a cylindrical billet - essentially a solid log of aluminum alloy. This billet gets heated to temperatures that make the metal soft and pliable without melting it completely. A powerful hydraulic ram then pushes this heated material through a precision-machined steel die.
What emerges on the other side? A continuous profile that exactly matches the die opening's shape. The extruded aluminum naturally forms a thin layer of aluminum oxide on its surface, providing built-in corrosion resistance and added durability.
What is extrusions capable of producing? The possibilities are extensive:
You might be asking: what is extruded aluminum's advantage over other manufacturing methods? The answer comes down to versatility, efficiency, and precision.
Unlike machining, which removes material to create shapes, aluminum extrusion builds the exact profile you need in a single pass. This eliminates waste and reduces production costs significantly. Compared to casting, extrusion delivers superior dimensional accuracy and consistent material properties throughout the profile length.
The process works exclusively with metals that have sufficient plasticity to flow through dies - making aluminum alloys the perfect candidate. According to industry specifications, extrusion is primarily used with ductile, non-ferrous alloys like aluminum because they offer the ideal combination of flow characteristics and final product strength.
For engineers and designers, understanding this process opens doors to innovative solutions. You can specify profiles with varying wall thicknesses, integrated mounting channels, or complex geometries that consolidate multiple components into single extruded parts. This knowledge transforms how you approach material selection - turning the extrusion aluminum process from a manufacturing detail into a powerful design tool.
Now that you understand what aluminum extrusion is, let's walk through exactly how aluminum extrusion is made - from the moment raw material enters the facility to when finished profiles emerge ready for use. The extrusion process follows a precise sequence where each step builds upon the previous one, and understanding the "why" behind each phase helps you appreciate the engineering precision involved.
The complete aluminum extrusion process unfolds in these critical stages:
The extruding process begins long before aluminum touches the die. First, manufacturers must prepare both the tooling and the raw material - a step that determines success or failure of the entire operation.
Imagine taking a solid aluminum cylinder, called a billet, cut from a longer "log" of extrusion feedstock. This billet enters a preheating furnace where temperatures climb high enough to make the metal malleable - but not so high that it melts. According to the Aluminum Extruders Council, aluminum's melting point sits at approximately 1,220°F (660°C), so extrusion operations must stay well below this threshold.
Why does this matter? A billet heated to the proper range becomes soft enough to flow through complex die shapes while maintaining its solid state. Too cold, and the aluminum won't flow properly - requiring excessive force that can damage equipment. Too hot, and you risk surface defects or uncontrolled material behavior.
Meanwhile, the extrusion die itself undergoes preheating to around 500°C. This step serves two purposes: it protects the die's lifespan by reducing thermal shock, and it ensures aluminum flows evenly through the die opening rather than cooling prematurely against cold steel surfaces.
Temperature isn't just a number in the extrusion manufacturing process - it's the variable that controls everything from surface finish to structural integrity. Different alloys require different temperature ranges, and hitting the sweet spot determines whether you get a premium profile or a rejected one.
Here's what happens at each stage of the manufacturing process extrusion temperature journey:
The extrusion press itself represents an engineering marvel. Modern hydraulic presses generate anywhere from 100 to 15,000 tons of pressure - enough force to crush the preheated billet against the die until it has nowhere to go except through the shaped opening. As A-Line Automation explains, the billet first expands to fill the container walls, then pressure builds until the softened aluminum squeezes through the die as a fully formed profile.
What emerges on the other side is remarkable: a continuous length of precisely shaped aluminum that maintains identical cross-sectional dimensions throughout. A puller grips the emerging profile and guides it along a runout table at speeds matching the extrusion rate, while quenching systems apply uniform cooling.
The final steps - shearing, stretching, and cutting - transform these raw extrusions into usable lengths. Because profiles naturally twist and curve slightly as they exit the hot die, a stretcher grips both ends and pulls until straightness meets specifications. Only then do saw tables cut extrusions to their final dimensions, typically between 8 and 20 feet depending on application requirements.
Understanding these technical parameters helps you communicate effectively with extrusion suppliers and specify the right process conditions for your project. But how do the two main extrusion methods - direct and indirect - differ in their approach to these fundamentals?
When you're specifying aluminum extrusion profiles for a project, one fundamental question shapes everything that follows: which metal extrusion process will deliver the results you need? The answer depends on understanding how direct and indirect extrusion differ - and why that difference matters for your finished product.
Both methods use the same basic principle of forcing heated aluminum through a shaped die. However, the mechanics of how material moves through the system create dramatically different outcomes in terms of friction, surface quality, and dimensional precision.
| Factor | Direct Extrusion | Indirect Extrusion |
|---|---|---|
| Process Mechanics | Ram pushes billet forward through stationary die | Die moves toward stationary billet; material flows opposite to die movement |
| Friction Levels | High - billet rubs against container walls throughout process | Low - billet remains stationary, eliminating wall friction |
| Surface Finish Quality | Good for standard applications; may show variation | Superior smoothness and consistency |
| Dimensional Accuracy | Acceptable for most commercial profiles | Higher precision with tighter tolerances |
| Equipment Complexity | Simpler machinery; lower initial investment | More complex systems; higher setup costs |
| Best Applications | Large profiles, construction materials, industrial parts | Aerospace components, thin-wall tubes, precision assemblies |
| Production Speed | Generally faster for high-volume runs | Slower; optimized for quality over quantity |
In direct extrusion - sometimes called forward extrusion - the billet sits inside a stationary container while a hydraulic ram pushes it toward and through a fixed die. Sounds straightforward, right? The material moves in the same direction as the ram, flowing through the die opening to emerge as your finished profile.
This metal extrusion approach dominates the industry for good reasons. According to Alumac Industries, direct extrusion offers several practical advantages:
However, there's a trade-off. As the billet moves forward, it rubs against the container walls throughout the entire stroke. This friction generates heat unevenly, requires higher extrusion forces, and can create variation in the final product. For applications where dimensional precision and surface quality are critical, these limitations become significant considerations.
Direct extrusion technology works exceptionally well for construction materials, industrial components, and applications where cost-effectiveness matters more than achieving the tightest possible tolerances. Think structural framing, architectural trim, and general-purpose aluminum shapes.
Indirect extrusion flips the script entirely. Instead of pushing the billet toward the die, this method keeps the billet stationary while the die itself moves toward the material. The aluminum flows in the opposite direction of die movement - hence the alternate name "backward extrusion."
Why does this reversal matter so much? As AMSpec explains, because the billet doesn't rub against the container walls, friction drops dramatically. This single change creates a cascade of benefits:
The reduced friction also means the material undergoes less deformation stress. This translates to more consistent microstructure in your finished extrusion profiles - particularly important when mechanical properties must meet demanding specifications.
Indirect extrusion shines in applications requiring high-precision, complex shapes with superior surface quality. Aerospace components, thin-walled tubing, electronics housings, and precision mechanical assemblies all benefit from this approach. If your project involves intricate geometries, tight tolerances, or critical performance requirements, indirect extrusion deserves serious consideration.
So how do you choose between these metal extrusion methods? Start by evaluating your priorities. For large-volume production of standard profiles where cost-efficiency drives decisions, direct extrusion typically wins. When precision, surface quality, and consistent mechanical properties matter most - especially for smaller, intricate components - indirect extrusion delivers results that justify its higher equipment costs.
Of course, choosing the right extrusion method is only part of the equation. The die that shapes your profile plays an equally critical role in determining what's possible - and what quality you can expect from the finished product.
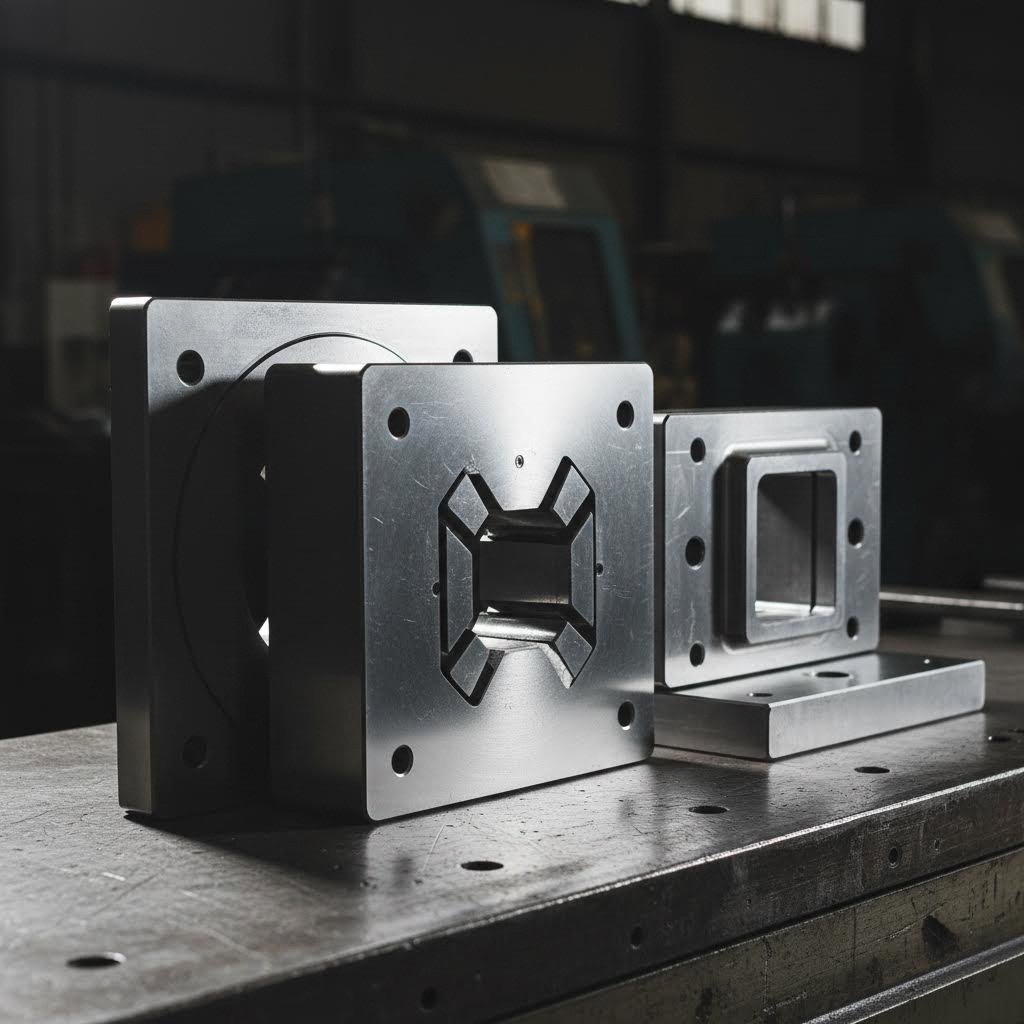
You've seen how aluminum flows through the extrusion process and learned the differences between direct and indirect methods. But here's the question that separates successful projects from problematic ones: what exactly shapes that aluminum into your precise profile? The answer is the extrusion die - a precision-engineered steel tool that determines everything from dimensional accuracy to surface finish.
Understanding die design and material selection isn't just technical trivia. When you're specifying aluminum extrusion dies for a project, this knowledge helps you communicate effectively with suppliers, anticipate potential challenges, and make informed decisions about tooling investments.
An aluminum extrusion die assembly consists of several critical components working together:
Each component must withstand temperatures approaching 500°C while resisting pressures that can exceed 15,000 tons. That's why material selection for extrusion tooling isn't optional - it's fundamental to process success.
When it comes to aluminium extrusion dies, one material dominates the industry: H13 chromium hot-work tool steel. But why has this particular alloy become the standard for extrusion die manufacturing?
According to AZO Materials, H13 tool steel offers an exceptional combination of properties that make it ideal for hot work applications. The material maintains its hardness at elevated temperatures, resists thermal fatigue from repeated heating and cooling cycles, and provides the toughness needed to withstand the mechanical stresses of extrusion.
H13's chemical composition tells the story of its performance:
The heat treatment process for H13 aluminium extrusion dies follows a precise protocol. Preheating to 816°C (1500°F) is by heating to 1010°C (1850°F), then air quenching and tempering at 538-649°C to achieve the desired Rockwell C hardness of 38-53. This treatment creates a die capable of surviving thousands of extrusion cycles.
But material selection extends beyond just choosing H13. Die manufacturers must consider factors like:
The connection between die material and extrusion quality is direct. A die that wears prematurely produces profiles with dimensional variation. A die that lacks sufficient toughness may crack under load, halting production entirely. Understanding these relationships helps you specify appropriate tooling for your application requirements.
Material selection is only half the equation. How the die is actually designed determines whether your extrusion profiles meet specifications consistently. What is die manufacturing if not the art of balancing competing requirements - flow control, structural integrity, thermal management, and manufacturability?
Key die design considerations that affect your final product include:
The tongue ratio calculation deserves special attention for hollow and semi-hollow profiles. This ratio compares the tongue's surface area to the smallest neck opening squared. When tongue ratios exceed 5:1, special design features become necessary - including specialized heat treatments, premium steel grades, or modified die configurations like step-over bridges.
Die deflection under load represents another critical design consideration. During extrusion, the tremendous pressure causes the die to bend slightly. According to research from the University of Twente, this deflection can alter bearing angles and change the effective profile cavity dimensions. Experienced die designers anticipate this movement and incorporate compensations into their designs - whether through adjusted bearing geometry, strategic placement of support features, or specification of stiffer tool stack configurations.
How does all this translate to your project? Die design directly impacts three critical outcomes:
The investment in quality extrusion tooling pays dividends throughout production. A properly designed and manufactured die produces consistent results cycle after cycle, reduces scrap rates, and minimizes costly corrections. Conversely, a poorly specified die creates ongoing quality issues that compound over time.
With die design fundamentals covered, there's another critical decision that shapes your extrusion project outcomes: which aluminum alloy should you specify for your application?
You've learned about die design and manufacturing methods - but here's a decision that influences your project just as profoundly: which aluminum alloy should you specify? The answer determines everything from how easily your profiles extrude to how they perform in service for years afterward.
Different alloys behave differently during the extrusion aluminum process, and each brings distinct advantages to specific applications. Understanding these differences helps you match material properties to your project requirements - whether you're designing aluminum extrusion profiles for architectural facades, structural frameworks, or precision mechanical assemblies.
Let's compare the most popular types of aluminum extrusion alloys across the properties that matter most:
| Property | 6063 | 6061 | 6005 | 7075 |
|---|---|---|---|---|
| Extrudability Rating | Excellent - optimized for extrusion | Good - second most popular | Very Good - between 6063 and 6061 | Poor - difficult to extrude |
| Tensile Strength (T6) | 241 MPa (moderate) | 310 MPa (high) | 270 MPa (moderate-high) | 572 MPa (very high) |
| Yield Strength (T6) | 214 MPa | 276 MPa | 225 MPa | 503 MPa |
| Corrosion Resistance | Excellent | Good | Very Good | Fair - requires protection |
| Weldability | Excellent | Good | Good | Poor |
| Surface Finish Quality | Superior - exceptional for anodizing | Good | Very Good | Acceptable |
| Machinability | Fair | Good | Good | Good |
| Typical Applications | Architectural, furniture, decorative | Structural, aerospace, marine | Transportation, ladders, railings | Aerospace, military, high-stress |
Why does the 6000 series dominate aluminum profile extrusion? It comes down to chemistry. These alloys combine magnesium and silicon as their primary alloying elements - a combination that creates ideal characteristics for the extrusion process while delivering excellent final properties.
According to Gabrian International, alloy 6063 - often called "architectural aluminum" - has been specifically optimized for extrudability. The chemical composition requires magnesium content between 0.45 and 0.9%, with silicon between 0.2 and 0.6%. These lower alloying levels compared to 6061 make the material flow more readily through complex die shapes.
What makes 6063 the most popular choice for extruded aluminum profiles? Several factors combine:
Alloy 6061, known as "structural aluminum," takes a different approach. With magnesium content between 0.8 and 1.2% and silicon between 0.4 and 0.8%, this alloy trades some extrudability for significantly improved mechanical properties. The result? Tensile strength approximately 30% higher than 6063 in the T6 temper condition.
Consider the trade-offs when selecting between these aluminium extrusion profiles:
Alloy 6005 occupies the middle ground, offering properties between 6063 and 6061. This makes it particularly valuable for transportation applications where you need more strength than 6063 provides but don't require 6061's full capabilities - and appreciate 6005's improved extrudability over 6061.
The 7075 alloy represents a different category entirely. With zinc as its primary alloying element, 7075 delivers tensile strengths approaching twice that of 6061. However, this strength comes at a cost: poor extrudability limits its use to applications where exceptional strength-to-weight ratios justify the manufacturing challenges and higher costs.
How do you translate these material properties into real-world decisions? Start by understanding what your application actually demands. Different industries have developed preferences based on decades of performance data - and those preferences offer valuable guidance.
Building and Construction
Architectural applications overwhelmingly favor 6063 aluminum. Window frames, curtain walls, door systems, and decorative trim all benefit from this alloy's excellent surface finish and corrosion resistance. When you see beautiful anodized aluminium extrusion profiles on commercial buildings, you're almost certainly looking at 6063.
For structural elements where appearance matters less than load-bearing capacity - think structural framing, handrails, and support systems - 6061 becomes the preferred choice. Its higher strength allows designers to specify smaller, lighter profiles that still meet structural requirements.
Transportation
The transportation sector uses types of extruded aluminum extensively, with alloy selection depending on specific component requirements. Truck bodies, trailer components, and rail car structures typically specify 6061 for its strength. Transit vehicle interiors, trim pieces, and non-structural elements often use 6063 for its finish quality and formability.
Alloy 6005 has found a strong niche in transportation applications. Ladder components, safety railings, and moderately loaded structural elements benefit from its balance of strength and manufacturability.
Defense and Aerospace
When performance requirements reach their most demanding levels, alloy selection becomes critical. Military equipment and aerospace components may specify 7075 where maximum strength-to-weight ratios are non-negotiable. However, even in these sectors, 6061 handles many applications successfully - particularly where weldability and corrosion resistance matter alongside structural performance.
Consumer Products and Electronics
Consumer applications span a wide range of aluminum extrusion applications. Furniture typically uses 6063 for its appearance and workability. Electronic enclosures and heat sinks often specify 6063 for its excellent thermal conductivity - approximately 200 W/m-K compared to 6061's 170 W/m-K - and superior surface finish for aesthetic appeal.
Energy and Industrial
Solar panel frames, electrical enclosures, and industrial equipment present diverse requirements. Solar applications commonly use 6063 for its corrosion resistance and clean anodized appearance. Heavy industrial equipment may require 6061's superior mechanical properties for structural integrity under demanding operating conditions.
Healthcare
Medical equipment frames and hospital furniture typically prioritize cleanability and corrosion resistance, making 6063 a frequent choice. When structural demands increase, 6061 provides the necessary strength while maintaining acceptable corrosion performance.
So how do you make the final decision for your project? Consider these key questions:
Understanding these alloy characteristics transforms your specification process from guesswork into informed decision-making. But selecting the right alloy is just the beginning - ensuring consistent quality throughout production requires understanding how extrusion speed, process control, and defect prevention work together.

You've selected the right alloy for your application - but how do you ensure the finished profiles actually meet your specifications? Understanding how does aluminum extrusion work from a quality perspective separates successful projects from costly failures. The extrusion aluminium process involves numerous variables, and when any of them drift outside optimal ranges, defects appear in your finished profiles.
Quality control in aluminum extrusion isn't just about catching problems after they occur. It's about understanding the relationship between process parameters and final product quality - then using that knowledge to prevent issues before they compromise your production runs.
How does extrusion work when it comes to speed control? The rate at which aluminum flows through the die - called exit speed or extrusion speed - directly influences three critical quality factors: surface finish, dimensional accuracy, and internal material structure.
Consider what happens as aluminum moves through the die opening. Faster speeds generate more friction and heat at the bearing surfaces. According to Outashi's technical analysis, excessive speed causes the aluminum alloy to stick to the die's working surface, resulting in surface scratches and inconsistent finishes.
Here's how extrusion speed affects each quality dimension:
The relationship between speed and quality isn't linear. A complex shape with thin walls and varying thicknesses may emerge from the press at just one or two feet per minute, while a simple solid rod might extrude at over 200 feet per minute. According to the Aluminum Extruders Council manual, taking various factors into consideration, a continuous extrusion as long as 300 feet may be produced with each stroke of the press.
What determines the right speed for your extrusion shapes? Several factors interact:
Modern extrusion lines use sophisticated monitoring systems to optimize these parameters in real-time. As TensileMill CNC explains, the use of automatic sensors and systems for monitoring pressure, temperature and production speed makes it possible to automatically adjust the extrusion process parameters in real time, ensuring production quality and safety.
Even with careful process control, defects can occur. Understanding the root causes of common problems helps you work effectively with suppliers to prevent them - and know what to look for when inspecting received materials.
The primary defects affecting extruded aluminum profiles include:
Quality control measures span the entire production process. Effective programs include:
When receiving extruded products, verify these key specifications:
Understanding how is aluminum extrusion made - including what can go wrong - empowers you to specify appropriate quality requirements and evaluate supplier capabilities. But raw extrusions rarely go directly into final applications. The post-extrusion processes that transform profiles into finished components deserve equal attention.

A freshly extruded aluminum profile emerging from the press is just the beginning. What transforms that raw shape into a finished component ready for your application? The answer lies in a series of post-extrusion processes - from heat treatment and cutting to surface finishing and precision machining - that determine the final properties, appearance, and functionality of your aluminium extrusion process output.
Understanding these finishing steps helps you specify exactly what you need and anticipate how different treatments affect cost, lead time, and performance.
Immediately after exiting the die, extruded profiles undergo critical thermal processing that establishes their mechanical properties. This sequence typically includes stretching, cutting, and aging - each step serving a specific purpose.
The stretching operation addresses a common challenge: profiles naturally twist and bow slightly as they exit the hot die. A mechanical stretcher grips both ends of the cooled extrusion and applies controlled tension - typically 1-3% elongation - to straighten the material and relieve internal stresses. This step ensures your profiles meet flatness and straightness tolerances.
Following stretching, saw tables cut extrusions to specified lengths. Knowing how to cut aluminum extrusion properly matters because improper cutting aluminum extrusion techniques can damage profiles or create unsafe burrs. Industrial saws with carbide-tipped blades designed for aluminum produce clean cuts without material deformation.
The aging process - also called precipitation hardening - is where mechanical properties develop. According to EOXS technical documentation, three common tempers result from different aging approaches:
Choosing the right temper depends on your application. Need to bend or weld after extrusion? T4 preserves formability. Require maximum strength for structural applications? T6 delivers peak performance - though its lower ductility means tight bends require careful planning to prevent cracking.
Raw extruded aluminum naturally develops a thin oxide layer providing basic corrosion protection. However, most applications benefit from additional surface treatments that enhance durability, appearance, or both. Aluminium extrusion machining and finishing operations transform functional profiles into finished products.
The primary surface treatment options include:
Selecting the right finish depends on your application environment and performance requirements. Anodizing suits high-traffic areas requiring abrasion resistance. PVDF coatings excel for exterior architectural applications where color consistency and weather resistance matter most. Powder coatings offer environmental advantages and broad color selection for less demanding exposures.
Beyond surface treatments, secondary fabrication transforms standard profiles into application-ready components. Common aluminium extrusion machining operations include:
The aluminum tube extrusion process creates hollow profiles that often require extensive secondary operations. Unlike extruded steel, aluminum's machinability allows efficient high-speed processing with proper tooling and coolants.
These post-extrusion capabilities determine whether a supplier can deliver complete, ready-to-install components or just raw profiles requiring additional processing elsewhere. Understanding the full range of finishing and fabrication options available helps you evaluate potential partners - and anticipate how different specifications affect project costs.
You've explored the technical side of aluminum extrusion - from die design to surface treatments. But here's the question that often determines whether a project moves forward: what will it actually cost? Understanding the economic factors driving aluminum extrusion pricing helps you budget accurately, optimize designs for cost efficiency, and negotiate effectively with suppliers.
Unlike commodity products with fixed pricing, custom aluminum extrusion profile costs depend on multiple interacting variables. Let's break down each factor so you can anticipate expenses and make informed decisions.
Several cost drivers combine to determine your final project pricing. Understanding each one helps you identify where optimization is possible - and where specifications are non-negotiable.
One often-overlooked factor: shipping and logistics. Container costs from Asia to North America have varied dramatically - anywhere from $8,000 to $20,000 for a 40-foot container depending on market conditions. Add potential duties and tariffs, and transportation can significantly impact total delivered cost.
Here's the good news: thoughtful design and smart project planning can substantially reduce costs without sacrificing performance. Working effectively with your extrusion supplier starts with understanding how your decisions affect manufacturing economics.
Design optimization strategies:
Working with minimum order quantities (MOQs):
MOQs exist for practical reasons. Die preparation, press setup, and quality verification require time regardless of order size. The shape, size, and weight of your profile affect which aluminum extrusion press can produce it - and larger presses typically require higher minimums.
According to KMC Aluminium, first-run production often requires additional extrusions beyond your order quantity to verify that die conditions produce acceptable quality. Sometimes achieving tolerances requires die adjustments and re-runs, consuming more material before approved production begins.
Strategies for managing MOQ challenges:
Balancing quality and budget:
The key to working effectively with aluminum extrusion systems and suppliers is transparent communication about priorities. Share your budget constraints early - experienced suppliers can often suggest design modifications or alternative approaches that deliver acceptable performance at lower cost.
Vertically integrated facilities that combine extrusion, fabrication, and finishing under one roof typically offer cost advantages. You avoid logistics between multiple vendors, reduce coordination overhead, and benefit from streamlined production planning. When evaluating suppliers, consider total delivered cost rather than just extrusion pricing.
Finally, consider timing. Die turnaround typically runs 3-4 weeks, with production following within a week of sample approval. Rushing orders or requiring expedited shipping adds premium charges. Building adequate lead time into your project schedule avoids unnecessary cost escalation.
Understanding these cost dynamics transforms budget discussions from guesswork into strategic planning. But cost is just one factor in supplier selection - the capabilities and equipment your extrusion partner brings to the table determine what's actually achievable for your project.
You've learned how aluminum extrusions are made, which alloys work best for different applications, and how post-processing transforms raw profiles into finished components. But here's the question that brings everything together: how do you find a supplier capable of delivering exactly what your project requires?
Selecting the right extrusion partner isn't just about finding someone who can push aluminum through a die. What is an aluminum extrusion partner really? It's a technical collaborator who understands your application requirements, offers the equipment capacity to produce your profiles, and provides the finishing and fabrication services that eliminate the need for multiple vendors.
Let's walk through the evaluation criteria that separate capable suppliers from those who'll leave you struggling with quality issues, missed deadlines, or unexpected costs.
The foundation of any extrusion supplier assessment starts with understanding their equipment capabilities. What are aluminum extrusions they can actually produce? The answer depends largely on their press tonnage range.
According to industry specifications, aluminum extrusion press machine tonnage directly determines what profiles are possible:
Why does press tonnage matter so much? As extrusion equipment specialists explain, the circumscribed circle of your profile - the smallest circle that can fully contain the cross-section - must fit within the press's die capacity. A factory attempting to extrude a 160mm multi-cavity profile on an undersized press faces physical impossibility, regardless of other specifications.
The relationship works like this: larger tonnage presses accommodate bigger containers and billets, enabling production of wider profiles with greater cross-sectional area. They also provide the force necessary for harder alloys like 6061 that require 20-40% more extrusion pressure than standard 6063.
Finding a supplier with the right equipment is just the starting point. Building an effective production partnership requires evaluating how they support projects from initial concept through ongoing manufacturing.
Consider these additional factors when making your selection:
For a concrete example of comprehensive capabilities, consider Shengxin Aluminium's deep processing services. Their facility houses 35 advanced extrusion presses ranging from 600T to 5500T - a range covering everything from small precision profiles to large structural shapes. This tonnage diversity means they can match the right equipment to your specific profile requirements rather than forcing compromises.
Their integrated approach extends beyond extrusion to include state-of-the-art CNC machining centers for precise cutting, drilling, and bending. Surface treatment capabilities span anodizing in custom colors like champagne and rose gold, powder coating, PVDF for demanding exterior applications, and micro-arc oxidation for superior durability. This end-to-end support - from die development through mass production and finishing - eliminates coordination between multiple vendors while maintaining quality control throughout.
Before committing to any supplier, take these practical steps:
The supplier you choose becomes an extension of your production team. Investing time upfront to evaluate capabilities, verify quality systems, and establish clear communication channels pays dividends throughout your project - and positions you for successful outcomes from the very first extrusion run.
The five core steps of aluminum extrusion are: (1) Design and prepare the billet and die with proper preheating to 700-930°F, (2) Extrude by pressing the heated aluminum through the shaped die using 100-15,000 tons of hydraulic pressure, (3) Quench and cool rapidly via water bath or fans to lock in metallurgical properties, (4) Stretch to straighten any warping and cut to specified lengths, and (5) Age through heat treatment, apply surface finishes, inspect for quality, and pack for shipping. Each step directly impacts the final profile's dimensional accuracy and mechanical properties.
Common aluminum extrusion problems include surface cracking from excessive speeds or temperatures, internal voids caused by trapped gases or moisture contamination, dimensional inconsistencies due to uneven metal flow or die wear, and die lines resulting from worn bearing surfaces. Prevention strategies include optimizing extrusion speeds, using properly prepared billets stored in controlled conditions, maintaining dies regularly, and implementing isothermal extrusion with gradient billet heating for consistent results.
The three basic extrusion methods are direct, indirect, and hydrostatic extrusion. Direct extrusion pushes the billet through a stationary die, offering simpler equipment and wider application range but higher friction. Indirect extrusion moves the die toward a stationary billet, reducing friction for superior surface finishes and dimensional accuracy. Hydrostatic extrusion uses fluid pressure to reduce friction further. Most commercial aluminum profiles use direct extrusion, while precision components benefit from indirect methods.
Select aluminum alloys based on your application priorities. Choose 6063 for architectural applications requiring excellent surface finish, superior anodizing response, and corrosion resistance. Specify 6061 when structural strength is critical, as it offers 30% higher tensile strength than 6063. Use 6005 for transportation applications needing moderate strength with good extrudability. Reserve 7075 for aerospace or high-stress applications where maximum strength-to-weight ratio justifies higher costs and manufacturing challenges.
Key cost drivers include die complexity and tooling investment ($400-$2,000+ depending on profile size), alloy selection with base metal prices fluctuating between $1,500-$3,500 per metric ton, order volume affecting per-unit pricing through economies of scale, profile complexity requiring slower extrusion speeds, tolerance requirements demanding more process control, and surface finishing adding $800-$1,400 per metric ton. Design optimization, consolidating orders, and working with vertically integrated suppliers can reduce overall project costs.




 serviço on-line
serviço on-line 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 português
português English
English français
français Deutsch
Deutsch русский
русский español
español العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська










