


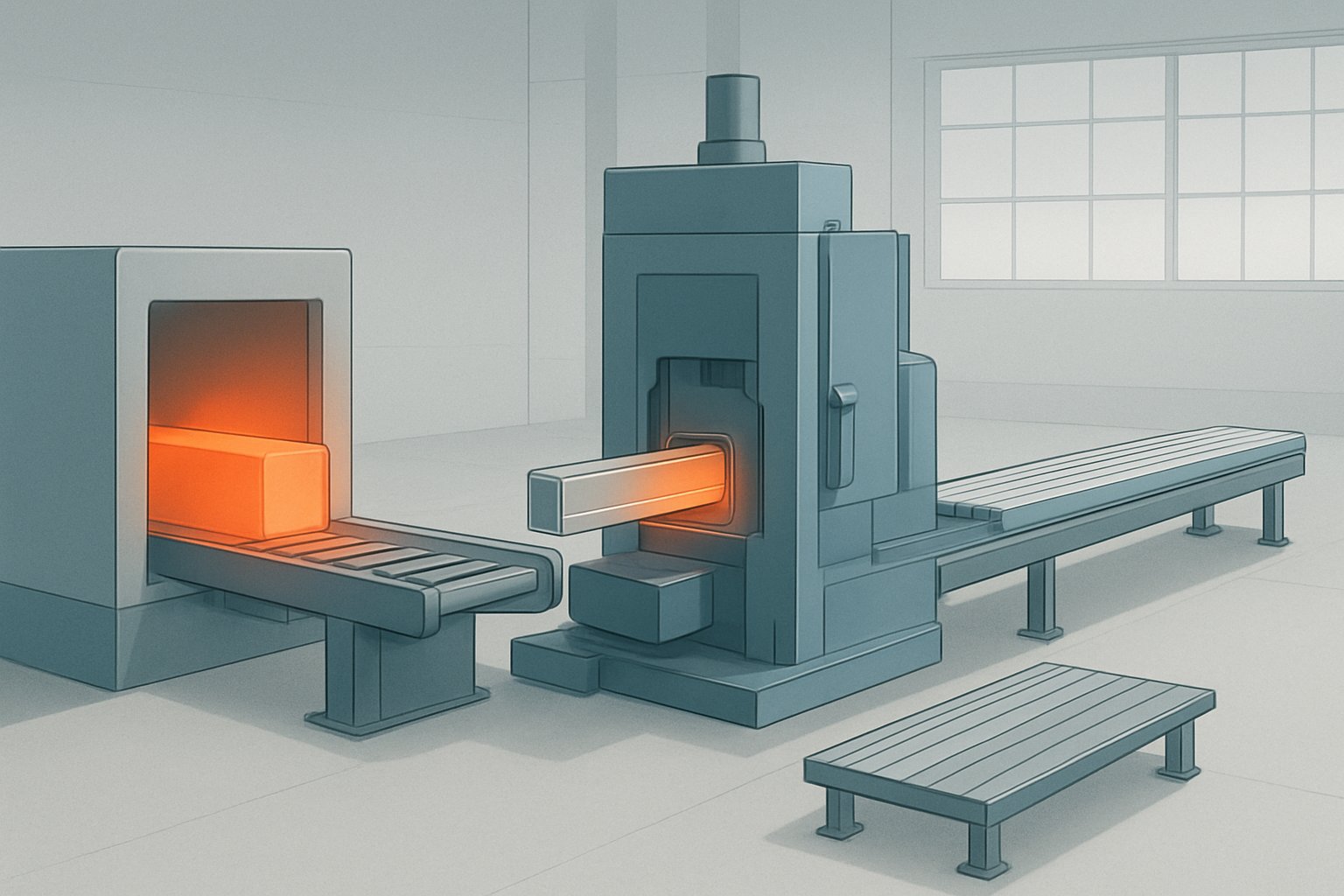
What is aluminum extrusion? It is a manufacturing process that pushes a heated aluminum billet through a shaped die to create a long part with one continuous cross-section. In plain language, the metal is softened by heat, forced through a tool opening by a press, and comes out as a profile that keeps the same shape along its length.
Aluminum extrusion forms a continuous shape by forcing heated aluminum alloy through a die.
A simple way to picture it is toothpaste or modeling dough being squeezed through a nozzle. The comparison is helpful, but the real process uses a powerful hydraulic press and precision tooling. If you are asking what is an aluminum extrusion, it is the finished length that exits the die, such as a tube, channel, angle, or custom structural shape.
Extrusion is often confused with other metalworking methods, so the distinction matters. Casting pours molten aluminum into a mold and lets it solidify into shape. Machining starts with solid stock and removes material by cutting, drilling, or milling. Extrusion works differently. The billet is heated and softened, but it is not melted into a liquid. Instead, it stays solid enough to be pushed through the die, which is why the process is ideal for parts with a constant cross-section rather than a fully different shape from one end to the other.
You may also see the phrase what is extrusion aluminum. In practice, it simply means aluminum that has been shaped by this press-and-die method. Those basic terms are more than shop-floor jargon. They define each stage of the process, and that is where shape quality, straightness, and surface condition begin to take form.
The shape does not begin at the die alone. The answer to what is aluminum extrusion process lies in how the billet is prepared, how pressure is applied, and how the fresh profile is handled before it ever reaches finishing. Every stage affects dimensional consistency, straightness, and how clean the surface looks for later machining, anodizing, or coating.
If you are wondering what is an aluminum extrusion press, it is the machine that uses a ram to force preheated aluminum through a shaped opening. Process guides from Pennex and RapidDirect note that billets and dies are commonly preheated in roughly the 400 to 500 C range so the alloy can flow without melting.
What is an aluminum extrusion die? In plain terms, it is the steel tool with the opening that creates the profile. As pressure rises, the softened billet fills the container, presses against the die, and exits in the die's cross-sectional shape.
That is the basic production path behind most extruded shapes. The sequence stays familiar across plants, yet the direction of metal flow, the temperature approach, and the amount of friction inside the system can change how the press behaves and what results are easiest to achieve.
If you are researching what is aluminum extrusion manufacturing, one detail matters more than it first appears. The same press-and-die method can be run with different metal-flow directions and different temperature approaches, and those choices shape force demand, surface consistency, and the kinds of profiles a plant can produce efficiently.
Direct and indirect extrusion describe how the billet and die move relative to each other. In direct extrusion, the billet is pushed toward a stationary die, so it slides against the container wall. In indirect extrusion, the die moves relative to the billet, which greatly reduces that billet-container friction.
| Process type | Direction or temperature basis | Friction and force | Tooling and profile implications | Surface and typical use |
|---|---|---|---|---|
| Direct extrusion | Billet moves toward a stationary die | Higher wall friction, so press load and frictional heat are higher | Widely available and flexible for many profile geometries | Can produce excellent results, but heat variation can make finish control harder |
| Indirect extrusion | Metal flow is opposite plunger travel, with far less billet-wall rubbing | Lower friction. One direct vs indirect press review notes traction can drop 25 to 30 percent and pressure 70 percent in some cases | More complex press setup, with limits tied to the hollow plunger and cross-section size | Often associated with more uniform dimensions and more consistent surface finish |
| Hot extrusion | Material is heated above its recrystallization point | Lower resistance because the metal is more malleable | Supports easier flow through the die and practical production of many continuous shapes | Common in extrusion work where shape complexity and steady flow matter |
| Cold extrusion | Material is extruded at or near room temperature | Higher resistance than hot routes | Can increase finished tensile strength, but process demands differ | Used when room-temperature forming suits the part and process better |
Hot and cold are a separate comparison from direct and indirect. They refer to temperature, not travel direction. A general extrusion process comparison describes hot extrusion as being performed above the material's recrystallization point, while cold extrusion is done at or near room temperature. For aluminum profiles, the heated route is the familiar one because it helps the alloy flow through the die instead of fighting it.
More friction usually means more heat variation, and heat variation can show up as die lines, uneven marks, or changing exit conditions. That is why process choice matters to more than press efficiency. A common beginner question, what is extrusion aluminum profile quality tied to, points back to the same basics: balanced flow, stable temperature, and controlled friction. If you come across the phrase what is iso thermal control of aluminum extrusion, think of it as a control goal rather than a separate family of machines. The aim is to keep temperature and flow as even as possible through the run. That becomes especially important when profile geometry gets more demanding, because solid, hollow, and semi-hollow shapes do not challenge the die in the same way.
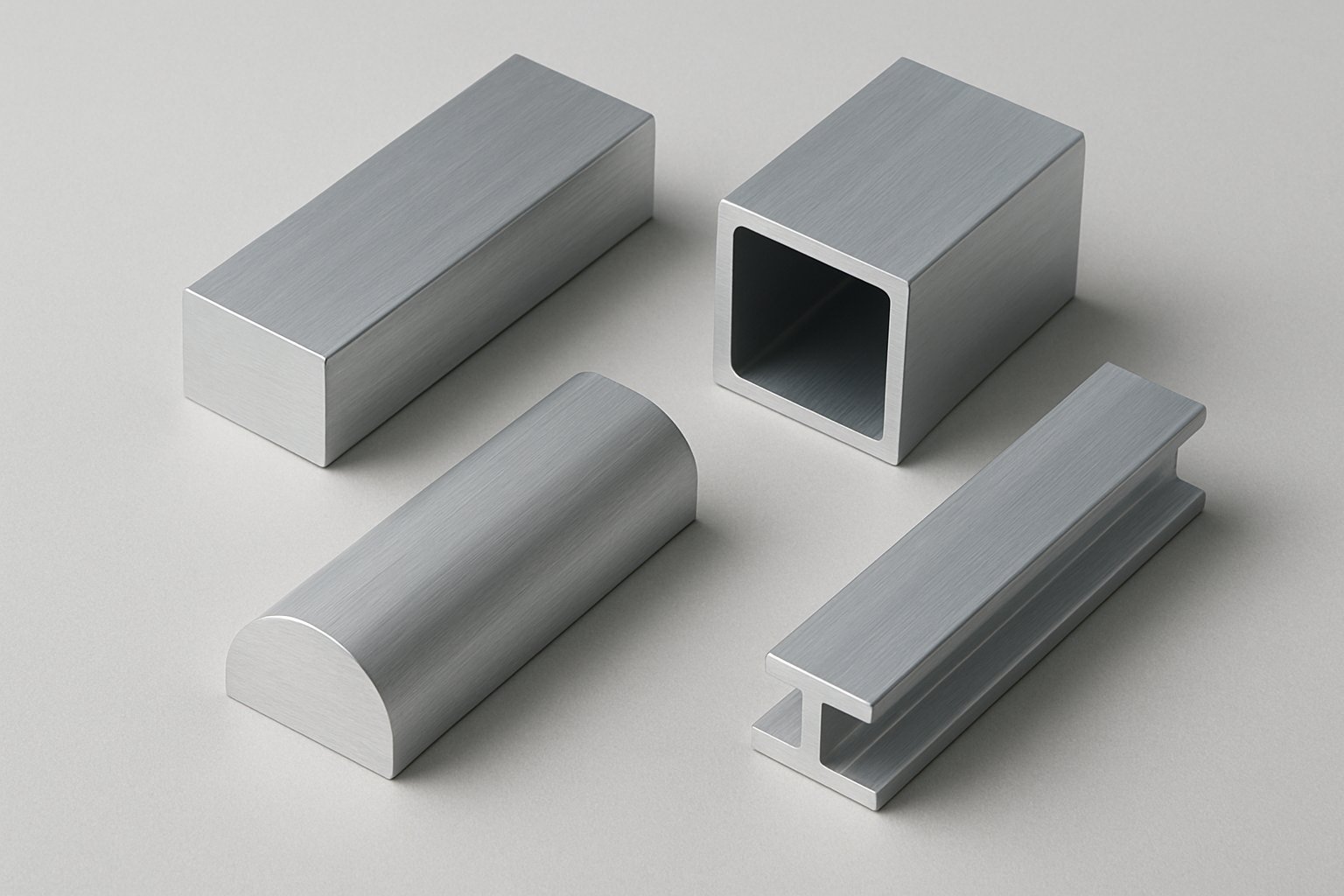
Where process variation changes metal flow, profile geometry decides what that flow must actually produce. If you have ever asked what is aluminum extrusion profile in simple terms, it is the cross-sectional shape of the part when you look at it from the end. In fact, if you are wondering what is aluminum extrusion shape called, the standard shop-floor term is profile.
A profile can be simple, like a flat bar or angle, or highly engineered, with channels, grooves, screw races, and internal voids. Guidance from AEC groups extruded shapes into three broad families: solid, hollow, and semi-hollow. That classification matters because each one places different demands on the die, the press, and the operator's ability to keep metal flow balanced.
| Profile category | What it means | Relative die complexity | Shape freedom and common uses |
|---|---|---|---|
| Solid | No fully enclosed voids | Usually lowest | Good for bars, angles, rails, and support shapes. Often the easiest route for stable flow and simpler tooling. |
| Hollow | Completely encloses one or more voids in the cross-section | Higher | Useful for tubes, framed sections, and profiles that need internal space for stiffness, wiring, or fluid paths. |
| Semi-hollow | Partially encloses a void, such as a shape with a narrow opening | Moderate to high | Helpful when you need some of the function of a hollow shape without a fully closed section. Common in channels and capture features. |
Some shapes are simply more extrusion-friendly than others. AEC notes that symmetrical shapes are easier to manage, while asymmetrical details can raise the risk of tooling problems. Uniform walls also matter. Thick-thin transitions can contribute to distortion, surface defects, or die stress, and very thin walls are more costly to extrude. Deep channels, wide thin sections, and complex hollows add another layer of difficulty because the metal must fill more challenging paths evenly.
Geometry is only half the story. Alloy and temper affect how the profile extrudes, how it looks, and how it performs in service. If you have seen the question 6063 aluminum extrusion what is it, the short answer is this: 6063 is a magnesium-silicon alloy widely associated with architectural extrusions because it offers excellent extrudability, a smooth bright surface, and strong corrosion resistance, as outlined in this 6063 guide.
That is why profile selection should never stop at shape alone. The right choice connects alloy, temper, corrosion exposure, fabrication plans, and visual goals. A profile that looks perfect coming out of the die still has more to prove once it is cooled, straightened, cut, aged, and finished.
A profile can leave the die with the right shape and still fail later if the downstream work is sloppy. Straightness, hardness, cut quality, and finish consistency are shaped by the cooling table, stretcher, saw, age oven, and finishing line just as much as by the press itself.
What happens after the press often decides whether an extrusion meets both visual and functional expectations.
Shop-floor process notes from Profile Precision Extrusions and Bonnell Aluminum show a familiar pattern. The hot shape is quenched, cooled, stretched, cut, and artificially aged before later fabrication or finishing. Quenching uses forced air, mist, or water spray to bring temperature down quickly. Stretching then straightens the length and relieves stresses created during pressing. Sawing turns long runs into usable pieces, and artificial aging hardens the alloy in a controlled thermal cycle.
One documented 6061-T6511 route at Profile Precision Extrusions cools the extrusion from roughly 950 to 1000 F to below 400 F, then later ages it at 350 F for 10 to 12 hours. That is a useful reminder that post-press handling is not a cosmetic side note. It is part of how the material reaches its intended properties.
If you are asking what is a temper aluminum extrusion, Bonnell Aluminum defines temper as the combination of hardness and strength produced by mechanical and or thermal treatments. In plain language, quenching and aging are major steps in getting there.
| Operation | Purpose | Effect on final part | When it is typically specified |
|---|---|---|---|
| Quenching | Cool the hot profile rapidly | Helps preserve targeted mechanical properties | Immediately after the profile exits the press |
| Stretching or straightening | Remove bow, twist, and residual stress | Improves straightness and dimensional stability | After cooling to room temperature |
| Sawing | Cut long lengths into usable pieces | Sets part length and handling convenience | When stock lengths or final cut lengths are required |
| Artificial aging or heat treatment | Harden the alloy in a controlled oven cycle | Raises strength and final temper condition | When a defined mechanical condition is needed |
| Machining and fabrication | Add holes, trims, bends, or other secondary features | Makes the profile functional for end use | When drilling, punching, mitering, or bending is required |
| Anodizing | Add a finished appearance and practical surface benefits | Can improve corrosion resistance and appearance | After extrusion and fabrication are complete |
| Powder coating | Apply a durable coated finish | Can improve resistance to scratches, abrasions, and corrosion | When color and added surface protection are requested |
| Painting | Apply uniform color with controlled adhesion | Changes appearance and supports coated surface performance | When a painted finish is specified |
Finishing is more than decoration. Material from Silver City Aluminum notes that some finish choices are mainly cosmetic, while others add practical benefits such as improved resistance to corrosion, scratches, and abrasions. It also stresses prep work, especially for painting, where washing and chemical preparation support adhesion and color uniformity.
What is the aluminum extrusion machining stage, exactly? In practice, it is the secondary work added after extrusion to make the part usable, such as drilling, punching, bending, or mitering. Bonnell Aluminum lists those items as common fabrication requirements during quoting, which shows how often they are planned from the start rather than added as an afterthought.
One more detail answers another beginner question: what is oxide in aluminum extrusion. Bonnell notes that oxides are associated with the billet skin, which is why the remaining butt is sheared off and discarded instead of being carried into finished production. Small details like that help explain why downstream controls affect both surface quality and reliability. They also hint at something designers quickly learn: some shapes are far easier to cool, straighten, cut, and finish cleanly than others.
Cooling, stretching, and finishing can only do so much. If the cross-section asks the metal to rush through one area and hesitate in another, problems start at the die. Good extrusion design is really about guiding metal flow, protecting tooling, and giving the profile a fair chance to come out straight, consistent, and ready for later operations.
Practical guidance from Xometry, AEC, and Ya Ji Aluminum lands on the same idea: simpler, more balanced geometry is easier to extrude well.
Wall thickness and radii are easy to spot on a drawing. Tongue ratio is less obvious. It is a shop-floor way to describe how slender the die support becomes around a slot or semi-hollow opening. The thinner and deeper that feature gets, the more stress lands on the die tongue. That is why thin lips, sharp transitions, asymmetry, and nearly closed gaps can raise breakage risk and make dimensions harder to hold. A search like what is the gap of 10 series aluminum extrusion points to the same lesson: any gap that must mate with hardware should be treated as a critical functional dimension, not a guessed detail.
If you have searched what is aluminum extrusion prototyping, the practical answer is early validation. Ya Ji Aluminum describes pilot-die or simplified-feature trials as a way to confirm flow and straightness before committing to full production tooling. For slit features that must stay controlled, the same guide also describes a temporary keeper web that can stabilize the opening during extrusion and quench, then be removed later. In a first-article review, focus on critical-to-function dimensions, straightness at assembly zones, visible surface quality, and any gap or slot that affects fit. Those design choices do more than influence quality. They also tend to show up in tooling effort, scrap risk, and quoting complexity.

Smart profile design still has to survive a quote. For many buyers, the surprise is not the base metal alone, but how quickly cost grows when custom tooling, cosmetic finishing, machining, packaging, and delivery constraints are added. That is why searches like what is the cost per pound of aluminum extrusions or what is the price per pound for aluminum extrusions rarely lead to one clean number. In practice, extrusions are usually quoted as a combination of metal value, conversion cost, tooling, downstream operations, and freight, not raw weight alone.
Most suppliers begin with a market metal baseline such as LME aluminum, then adjust for alloy, region, and the work needed to turn billet into a finished part. Cost guides covering die costs and broader extrusion pricing show the same pattern: material, tooling, plant overhead, finishing, fabrication, volume, and logistics all matter.
| Cost driver | Why it adds cost | How it affects the quote |
|---|---|---|
| Raw aluminum and alloy choice | Metal prices move with the commodity market, and some alloys are less common or harder to extrude | Changes the base material line and may add sourcing or heat-treatment cost |
| Custom die and tooling | Unique shapes require engineering, die manufacturing, and sometimes more complex support tooling | Adds upfront die charges or amortized tooling cost across the order |
| Profile complexity | Asymmetry, hollows, thin walls, and large sizes make metal flow harder to control | Can raise run difficulty, setup time, inspection needs, and reject risk |
| Tolerances and cosmetic requirements | Tighter dimensional or visual standards require more process control | Can slow production and increase quality-control effort |
| Finishing | Anodizing, powder coating, painting, and special appearance targets add extra process steps | Raises both direct processing cost and handling complexity |
| Secondary fabrication | Sawing, drilling, CNC machining, bending, or punching require added labor and equipment | Adds per-operation charges, setup fees, or both |
| Volume and MOQ | Small runs still carry setup, die prep, and press time overhead | Higher cost per part when fixed charges are spread over fewer pieces |
| Scrap and yield | Difficult profiles and strict requirements can create more non-saleable output | Material and time are consumed without becoming shippable parts |
| Lead time and logistics | Rush jobs, export handling, protective packaging, and freight add supply-chain pressure | Can increase landed cost even when factory pricing looks competitive |
Tooling is the most visible one-time charge. Reference pricing from Gabrian places many standard architectural or industrial dies in roughly the $400 to $1,000 range, with larger parts reaching about $2,000, while tooling lead times often run around 2 to 4 weeks. Still, the bigger budgeting issue is how that tooling cost is distributed. A modest die fee can feel expensive on a short run and almost disappear on a repeat production program.
If you have wondered what is aluminum extrusion scrap, think of it in plain terms as material and processing effort that do not leave the plant as acceptable finished product. Startup yield loss, trimming, rework, and geometry-related waste can all push cost upward. Scrap matters because buyers are not only paying for metal purchased, but also for how efficiently that metal becomes usable profile.
Quoting gets sharper when the supplier has clear inputs instead of guesses. A short prep checklist saves time on both sides.
A useful quote request explains not just the shape, but the job the part must perform. Two profiles with the same weight can price very differently if one is decorative and the other must be machined, coated, and assembled into equipment. That is where cost stops being an abstract number and starts tying directly to application, finish priorities, and supplier fit.
Price shapes the quote, but application shapes the right decision. If you are asking what is aluminum extrusion used for, the practical answer is broad: it is used wherever designers need lightweight, corrosion-resistant parts with a consistent cross-section and good design flexibility.
Use-case summaries from ASA Aluminum place extrusions in architecture and construction, automotive components, electronics, and consumer goods. If you have typed what industry is aluminum extrusion into a search bar, the honest answer is not one industry at all. It spans several, and each one cares about something slightly different.
| Application type | Likely profile priority | Likely finish priority |
|---|---|---|
| Architecture and construction | Clean lines, dimensional consistency, system fit | Appearance, corrosion resistance, anodized or coated surfaces |
| Industrial equipment and machinery | Strength, fit-up, fabrication readiness | Durability and surface consistency |
| Electronics | Functional geometry and repeatable shape | Surface condition suited to end use |
| Consumer goods | Custom shape, low weight, visual appeal | Attractive finish and batch-to-batch consistency |
If your search began with what is 80 20 aluminum extrusion, keep that same application mindset. The useful question is less about the phrase itself and more about whether the profile family, finish, and fabrication options match the job.
Supplier guidance from Kenan Metal makes one point very clearly: manufacturer selection should not be based on price alone.
A catalog is most useful after the specification priorities are clear. For architectural and industrial projects that need custom profiles, finish flexibility, and corrosion resistance, the Shengxin Aluminium catalog is one practical resource to review. It gives buyers a way to compare profile options and surface treatments, including anodized finishes, against real project needs such as facades or custom machinery parts. That keeps the process grounded where it belongs: application first, supplier capability second, and quote details last.
Aluminum extrusion is a shaping process that pushes a preheated aluminum billet through a steel die to make a long part with the same cross-section from one end to the other. It is commonly used for channels, tubes, rails, frames, and custom profiles because it creates efficient, repeatable shapes before later steps like straightening, cutting, heat treatment, and finishing.
Extrusion forms aluminum by pressure while the metal is softened by heat but not melted into a liquid. Casting pours molten aluminum into a mold, and machining removes material from solid stock by cutting. That difference matters because extrusion is especially well suited to continuous profiles, while casting and machining are better for other shape types and feature requirements.
Most aluminum extrusion profiles are grouped into solid, hollow, and semi-hollow forms. Solid profiles have no enclosed internal space, hollow profiles fully surround one or more voids, and semi-hollow profiles partly wrap around an opening. As profile geometry becomes more complex, die design, metal flow balance, and dimensional control usually become more challenging.
6063 is widely used because it generally offers smooth extrudability, good corrosion resistance, and an attractive surface for visible applications. That makes it a common choice for architectural trim, frames, and other profiles where finish quality matters. If a project needs more structural performance, a supplier may recommend a different alloy or temper based on strength, fabrication, and finishing goals.
Prepare a profile sketch or CAD file, your preferred alloy or performance target, finish requirements, fabrication steps, critical tolerances, expected order volume, and shipping needs. Those details help a supplier judge tooling difficulty, post-press processing, and yield risk more accurately. When comparing options, reviewing a capable supplier catalog, such as Shengxin Aluminium's custom profile range, can also help you match profile styles and finish choices to the job before moving into quoting.




 serviço on-line
serviço on-line 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 português
português English
English français
français Deutsch
Deutsch русский
русский español
español العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська










