

Ever wondered how those sleek aluminum truck bodies get their precise, consistent shapes? The answer lies in a manufacturing process that transforms raw metal into complex structural profiles with remarkable efficiency. Whether you're a fleet engineer evaluating materials or a body builder sourcing components, understanding this process gives you a real edge when specifying truck body aluminum for your next project.
Imagine squeezing toothpaste from a tube. The paste emerges in the exact shape of the opening, right? Aluminum extrusion works on the same principle, just with a lot more force and heat involved.
Here's how it works: a cylindrical aluminum billet gets preheated to between 800 and 925°F. At this temperature, the metal becomes malleable without turning molten. A powerful hydraulic ram then pushes this heated billet through a custom-shaped steel die, applying pressure that can reach up to 15,000 tons. The aluminum emerges from the other side as a continuous profile with a perfectly consistent cross-section.
The profiles then undergo rapid cooling through water or air quenching, by stretching to correct any deformation. Final cuts produce lengths typically ranging from 8 to 24 feet. From there, manufacturers can apply heat treatment to achieve specific temper grades like T5 or T6, enhancing mechanical properties for demanding applications.
So why does this process matter for aluminum truck bodies specifically? The advantages go far beyond simple shaping.
Traditional sheet metal fabrication requires cutting, bending, and welding multiple pieces together to create structural components. Extrusion flips this approach entirely. A single pass through the die produces complex hollow sections, multi-chamber profiles, and intricate geometries that would be impossible or prohibitively expensive to achieve otherwise. Think about the floor planks in a dump truck dump body or the structural rails that define a trailer's frame. These components demand both strength and precision.
The die determines the profile. Complex structural geometry is locked in at the manufacturing stage rather than assembled from multiple parts.
This matters because aluminum truck body manufacturers from truck body east coast facilities to western operations can produce components with tight tolerances and excellent strength-to-weight ratios. The process delivers near-net shapes that reduce material waste and minimize secondary machining. You'll also notice that extruded profiles are virtually seamless, eliminating weak points that welded assemblies often introduce.
For fleet managers and procurement professionals, this translates to aluminum truck bodies that weigh roughly one-third of equivalent steel structures while maintaining structural integrity. The consistency of extruded profiles also simplifies assembly and enables section-by-section replacement when repairs become necessary down the road.
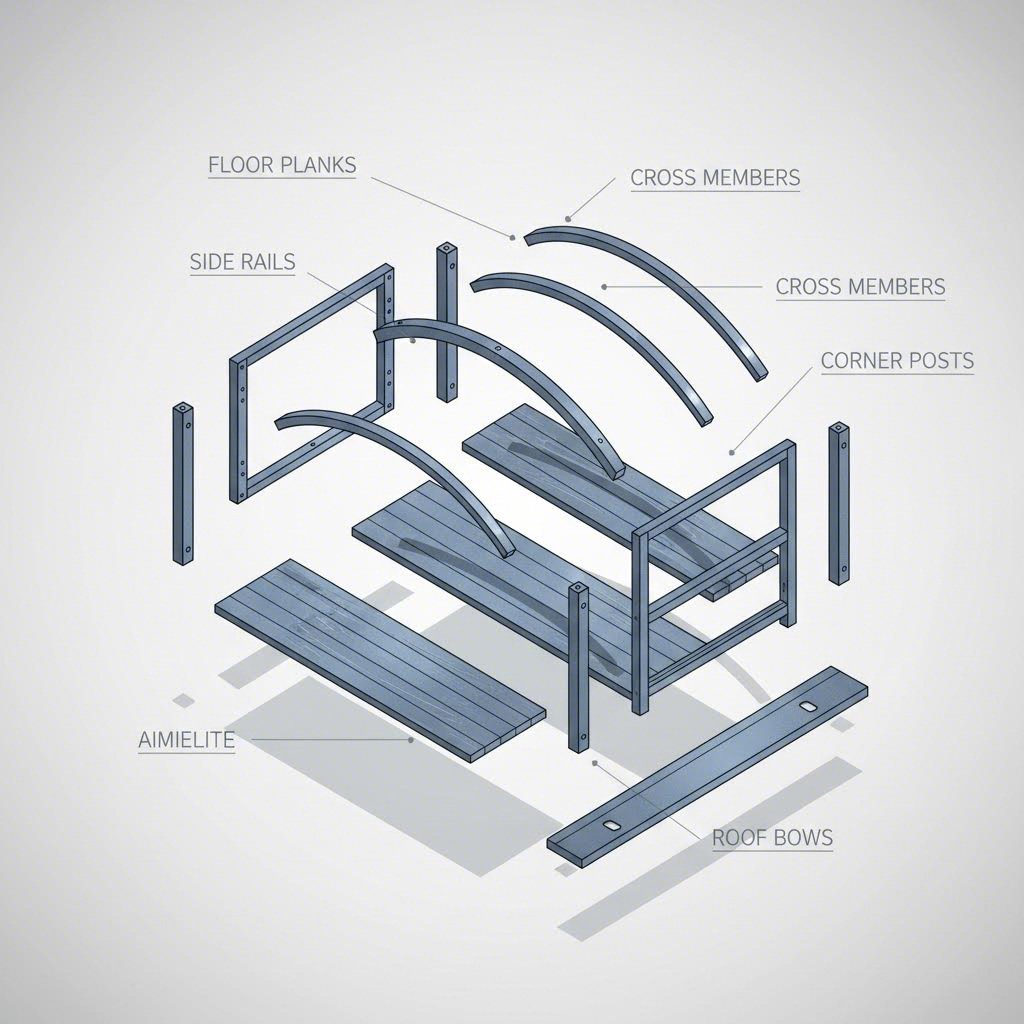
When you look at a finished truck body, you're seeing dozens of individual extrusion profiles working together as a unified structure. But here's the thing: most resources lump all these profiles into a single category without explaining what each one actually does. If you're specifying components for dump truck bodies or designing a dump body trailer, understanding this taxonomy makes all the difference between a body that performs and one that fails prematurely.
Let's break down the complete profile system by structural role, giving you a framework that applies whether you're building a refrigerated van or a heavy-duty dump body.
The floor system takes the brunt of everything a truck carries. These profiles must resist bending under payload weight while handling point loads from forklifts, pallets, and shifting cargo.
Floor planks form the primary load surface. They typically feature interlocking tongue-and-groove geometry that distributes weight across multiple planks rather than concentrating stress on individual sections. This design is especially critical in a dump truck bed where loose materials create unpredictable impact loads during loading and unloading cycles.
Cross members run perpendicular to the floor planks, spanning the body width to transfer loads to the main frame rails. These profiles often use I-beam or box-section geometry for maximum rigidity with minimal weight. Longitudinal runners sit beneath the floor planks, running the length of the body to provide continuous support and connect to the chassis mounting points.
Moving outward from the floor, you'll find the profiles that define the body envelope and resist racking forces. Side rail extrusions run along the top and bottom edges of the body sides, providing attachment points for panels while maintaining structural continuity.
Roof bow profiles span the body width at regular intervals, supporting roof panels and preventing sagging under snow loads or during pressure washing. C-channels and corner posts handle the critical job of connecting walls to floors and roofs while resisting the twisting forces that occur during cornering and uneven road surfaces.
These frame profiles are essential parts of a dump truck bed structure, where the body must maintain alignment despite repeated hydraulic lifting cycles and the stress of material discharge.
Inside the body, a different category of profiles protects surfaces and secures cargo. Scuff liners cover interior walls at kick height, absorbing impacts from hand trucks, pallets, and shifting loads. These profiles prioritize surface hardness and abrasion resistance over raw structural strength.
T-slot cargo track systems and E-track-compatible extrusions provide flexible anchor points for straps, dividers, and shelving. The T-slot geometry allows accessories to slide into position and lock without drilling, making reconfiguration quick and preserving the body's structural integrity.
| Profile Type | Structural Role | Common Cross-Section | Typical Location in Body |
|---|---|---|---|
| Floor Planks | Primary load surface, weight distribution | Interlocking tongue-and-groove, ribbed underside | Entire floor area |
| Cross Members | Lateral load transfer, floor support | I-beam, box section, or hat channel | Beneath floor at regular intervals |
| Longitudinal Runners | Continuous floor support, chassis connection | C-channel or rectangular tube | Running lengthwise under floor |
| Side Rails | Panel attachment, structural continuity | L-shaped or specialized edge profile | Top and bottom of side walls |
| Roof Bows | Roof panel support, load distribution | Arched or flat beam profile | Spanning body width at intervals |
| Corner Posts | Wall-to-wall connection, racking resistance | Hollow square or reinforced angle | All four vertical corners |
| Scuff Liners | Interior protection, impact absorption | Flat or ribbed panel profile | Lower interior walls |
| Cargo Track | Load securement, accessory mounting | T-slot or E-track compatible channel | Interior walls, floor edges |
Understanding dump truck box dimensions and how profiles interact within those constraints helps you specify the right components for your application. Each profile category serves a distinct purpose, and selecting the wrong geometry or alloy grade for a given location compromises the entire structure.
With this taxonomy in hand, the next step is understanding which aluminum alloys and temper grades match each profile category, a decision that directly impacts strength, weight, and long-term durability.
You've got the profile taxonomy down. Now comes the decision that separates a truck body that lasts from one that fails early: choosing the right aluminum alloy and temper for each component. This is where most resources fall short, offering product lists instead of a practical decision framework. Whether you're pricing an aluminum dump body for sale or comparing aluminum dump body price against a steel dump bed, understanding these material choices helps you make informed tradeoffs between strength, cost, and durability.
Not all aluminum alloys perform equally in truck body applications. The 6000-series dominates this space because these alloys combine good strength with excellent extrudability, but the differences between specific grades matter more than you might expect.
6061 and 6082 sit at the high-strength end of the spectrum. These alloys contain higher percentages of magnesium and silicon, delivering superior yield strength and fatigue resistance. They're your go-to choice for load-bearing floor planks, cross members, and any profile that must handle repeated stress cycles. When you're building aluminum dump beds that take daily abuse from gravel, sand, or demolition debris, these alloys earn their keep.
6063 takes a different approach. Often called "architectural aluminum," this alloy prioritizes extrudability and surface finish over raw strength. It flows through complex die geometries more easily, producing intricate profiles with smooth surfaces that anodize beautifully. Scuff liners, decorative rails, and trim pieces benefit from 6063's characteristics. The tradeoff? Lower yield strength compared to 6061, so you wouldn't use it for primary structural members.
5052 rounds out the common options with a unique advantage: superior corrosion resistance without heat treatment. This non-heat-treatable alloy works well for sheet components and wet-environment applications. Think about the floor of a hardox dump body alternative or an aluminium dump insert that faces constant moisture exposure. Where corrosion resistance trumps maximum strength, 5052 delivers.
Selecting an alloy is only half the equation. The temper designation tells you how that alloy was processed after extrusion, and it dramatically affects mechanical properties.
T5 temper means the profile was air-cooled directly from the extrusion press, then artificially aged. This process skips the separate solution heat treatment step, making it more cost-effective. T5 profiles offer moderate strength with good dimensional stability, making them suitable for architectural profiles and simple structural parts where maximum strength isn't critical.
T6 temper involves a more intensive process: solution heat treatment at around 530°C, rapid quenching, then artificial aging. This extra step fully dissolves the strengthening phases and creates a more uniform microstructure. The result? Yield strength increases by 15-20% compared to T5, along with better ductility and fatigue resistance. For floor planks in aluminum dump beds or cross members that face repeated loading cycles, T6 justifies its higher processing cost.
| Alloy | Temper | Yield Strength Range | Best Application in Truck Body | Key Tradeoff |
|---|---|---|---|---|
| 6061 | T6 | 240-260 MPa | Floor planks, cross members, structural frames | Higher cost, optimal for high-stress components |
| 6082 | T6 | 250-260 MPa | Heavy-duty floor systems, main frame rails | Slightly better strength than 6061, similar cost |
| 6063 | T5 | 110-130 MPa | Scuff liners, trim, decorative rails | Lower strength, superior surface finish and extrudability |
| 6063 | T6 | 170-190 MPa | Interior panels, cargo track systems | Better strength than T5, still prioritizes finish quality |
| 5052 | H32 | 160-180 MPa | Sheet components, wet-environment floors | Non-heat-treatable, best corrosion resistance |
The practical takeaway? Match alloy and temper to the specific demands of each profile location. A floor plank in a dump body faces different stresses than a side rail trim piece. Specifying 6061-T6 everywhere adds unnecessary cost, while using 6063-T5 in structural locations creates a weak point waiting to fail.
Now that you understand how alloys and tempers affect performance, the next section maps these choices to specific truck body types, showing you exactly which combinations work best for dump bodies, refrigerated units, and dry freight applications.

So you understand alloys and tempers. But here's the real question: which combinations actually work for your specific application? A dump bed hauling gravel faces completely different demands than a refrigerated body transporting pharmaceuticals. Getting this match wrong means either overspending on unnecessary strength or watching your body fail prematurely under loads it wasn't designed to handle.
Let's walk through the major truck body categories and map the right extrusion profiles and alloy grades to each one.
Dump bodies for trucks take punishment that would destroy lighter structures. Imagine a gravel truck box receiving tons of aggregate dropped from an excavator bucket, or a dump body truck cycling through dozens of loads daily. These applications demand the most robust profile and alloy combinations available.
Floor planks in dump truck dump bodies need 6061-T6 or 6082-T6 alloys for their superior yield strength and fatigue resistance. The tongue-and-groove interlocking design proves essential here, distributing impact loads across multiple planks rather than concentrating stress on single sections. This geometry, proven in applications from roll-back car carriers to heavy-duty dump inserts, prevents floor deflection under heavy loads and eliminates the washboard effect common in lighter sheet-bed designs.
Side rail extrusions require sufficient wall thickness to resist two distinct forces: abrasion from material sliding against interior surfaces during dumping, and lateral pressure from shifting loads during transport. Thicker-wall profiles in high-strength alloys prevent the bulging and deformation that compromise body integrity over time. Whether you're building a full-size dump bed or a dump box for pickup applications, these structural requirements remain consistent.
Refrigerated bodies flip the priority equation entirely. Here, thermal performance matters as much as structural strength, and the extrusion profiles reflect this shift.
Multi-chamber extrusions play a starring role in insulated panel construction. These hollow profiles trap air within their internal chambers, creating natural insulation that reduces thermal bridging between the cold interior and warm exterior. The result? Better temperature control with less energy consumption from the refrigeration unit.
6063-T5 alloy dominates refrigerated body applications for good reasons. Its excellent surface finish quality allows clean bonding with insulation panels and interior linings. The smooth extruded surfaces also simplify cleaning and sanitation, a critical requirement for food transport applications. While 6063 offers lower yield strength than 6061, refrigerated bodies face gentler loading conditions that don't demand maximum structural performance.
Corner profiles and door frame extrusions in refrigerated bodies often incorporate thermal break designs, where the profile geometry itself interrupts heat transfer paths. This attention to thermal detail distinguishes professional cold-chain body construction from basic insulated boxes.
Dry freight and wing bodies occupy the lighter end of the structural spectrum. These applications prioritize cargo volume, access convenience, and aesthetic appearance over brute strength.
The reduced structural demands allow thinner-wall profiles that save weight without compromising performance. Side panels, roof sections, and decorative trim can use 6063 alloy in either T5 or T6 temper, taking advantage of its superior extrudability to create complex cross-sections with integrated features like mounting channels and decorative fluting.
Wing body designs, with their side-opening panels that provide full cargo access, rely on specialized hinge and rail extrusions that combine smooth operation with weather sealing. These profiles often incorporate rubber seal channels and latch mounting points directly into the extruded geometry, reducing assembly complexity and potential leak points.
This matching framework gives you a starting point, but real-world specifications require more detail. The next section covers how to communicate your exact requirements to a manufacturer, from reading profile drawings to specifying tolerances that ensure proper assembly.
You've selected the right alloy and matched profiles to your body type. Now comes the part that trips up even experienced engineers: communicating your exact requirements to a manufacturer. Whether you're ordering components for a custom dump truck build or sourcing replacement parts for an existing fleet, the specification process determines whether you get profiles that fit perfectly or ones that create assembly nightmares.
Think of this as learning a new language. Profile drawings, tolerance classes, and specification sheets follow conventions that manufacturers expect. Master these conventions, and you'll get exactly what you need. Miss them, and you'll face costly revisions, delays, or worse, profiles that don't work together.
Every aluminum extrusion starts with a profile drawing. This technical document serves as the contract between you and the manufacturer, defining exactly what you'll receive. Understanding its key elements prevents miscommunication and ensures your dump truck body components arrive ready to assemble.
The cross-section geometry forms the heart of any profile drawing. This view shows the exact shape that emerges from the extrusion die, including internal chambers, flanges, tongue-and-groove features, and any integrated mounting channels. For a dump truck dump box floor plank, you'll see the interlocking edges, ribbed underside for rigidity, and the flat top surface that contacts cargo.
Wall thickness callouts appear throughout the drawing, specifying the material thickness at critical points. These dimensions directly affect both structural performance and weight. You'll notice that wall thickness isn't always uniform. Strategic variations, thicker at stress concentration points and thinner where loads are minimal, optimize the strength-to-weight ratio without wasting material.
Every drawing should clearly state the alloy and temper designation. A callout like "6061-T6" tells the manufacturer exactly which material to use and how to process it. Missing this information leaves the decision to the supplier, who may default to a less suitable option.
Surface finish specification rounds out the essential elements. Options range from mill finish (as-extruded) to anodized or powder-coated surfaces. The drawing should indicate which surfaces require treatment and which can remain unfinished.
Here's something many buyers overlook: die development is a one-time cost that unlocks mass production of your custom profile. Once the die exists, producing thousands of identical profiles becomes economical. However, if your geometry matches an existing standard profile, you can skip die development entirely, reducing lead time and upfront cost. This tradeoff matters when you're sourcing dump beds for sale or building custom dump trucks in limited quantities.
Minimum wall thickness isn't arbitrary. Two factors drive this critical dimension: structural load requirements and extrudability limits. Understanding both helps you specify profiles that perform without overengineering.
From a structural standpoint, wall thickness determines how much load a profile can carry before yielding or buckling. Floor planks in a dump truck body must support concentrated point loads from equipment and distributed loads from bulk materials. Cross members spanning the body width face bending stresses that increase with span length. Thicker walls handle higher loads, but they also add weight and cost.
Extrudability introduces a second constraint that many engineers miss. Very thin walls in wide profiles are difficult to extrude consistently. The aluminum flows unevenly through the die, creating variations in thickness that compromise both strength and fit. Industry guidelines suggest keeping the circumscribing circle diameter under 8 inches and weight-per-foot at 3 pounds or less for optimal extrudability and cost efficiency.
Profile geometry also affects extrudability. High tongue ratios, where a fin's width greatly exceeds its height, create die stress and inconsistent flow. Balanced wall thicknesses, symmetrical designs, and generous tapers all improve extrudability. When you're designing profiles for custom dump trucks, working with your extrusion supplier early in the process helps identify geometry tweaks that reduce cost without sacrificing performance.
The practical takeaway? Don't specify walls thinner than your supplier can reliably produce, and don't specify walls thicker than your loads require. Both extremes waste money.
Tolerances define how much a profile's actual dimensions can vary from the nominal values on your drawing. This seemingly minor detail determines whether your profiles assemble smoothly or require force-fitting and shimming.
Industry standards like ASTM B221 and EN 755 establish tolerance classes for extruded aluminum. These standards specify allowable variations for width, height, wall thickness, straightness, twist, and flatness. Tighter tolerances cost more because they require more careful process control and higher rejection rates.
For truck body applications, tolerance requirements vary by profile function. Interlocking floor planks demand consistent width tolerances to assemble without gaps. A floor plank that's 0.5mm too wide won't interlock with its neighbor; one that's 0.5mm too narrow leaves a gap that collects debris and weakens the floor system. Side rails and corner posts have more forgiving requirements since they connect with fasteners rather than precision fits.
When reviewing datasheets or requesting quotes, confirm which tolerance standard applies and whether your application requires tighter-than-standard tolerances. For high-volume programs or critical assemblies, requesting certificates of compliance or sample measurements provides assurance before committing to a full production run.
With your specifications locked down, the next consideration is how surface treatments protect your investment. The right finish extends service life, reduces maintenance, and keeps your dump truck box looking professional for years.
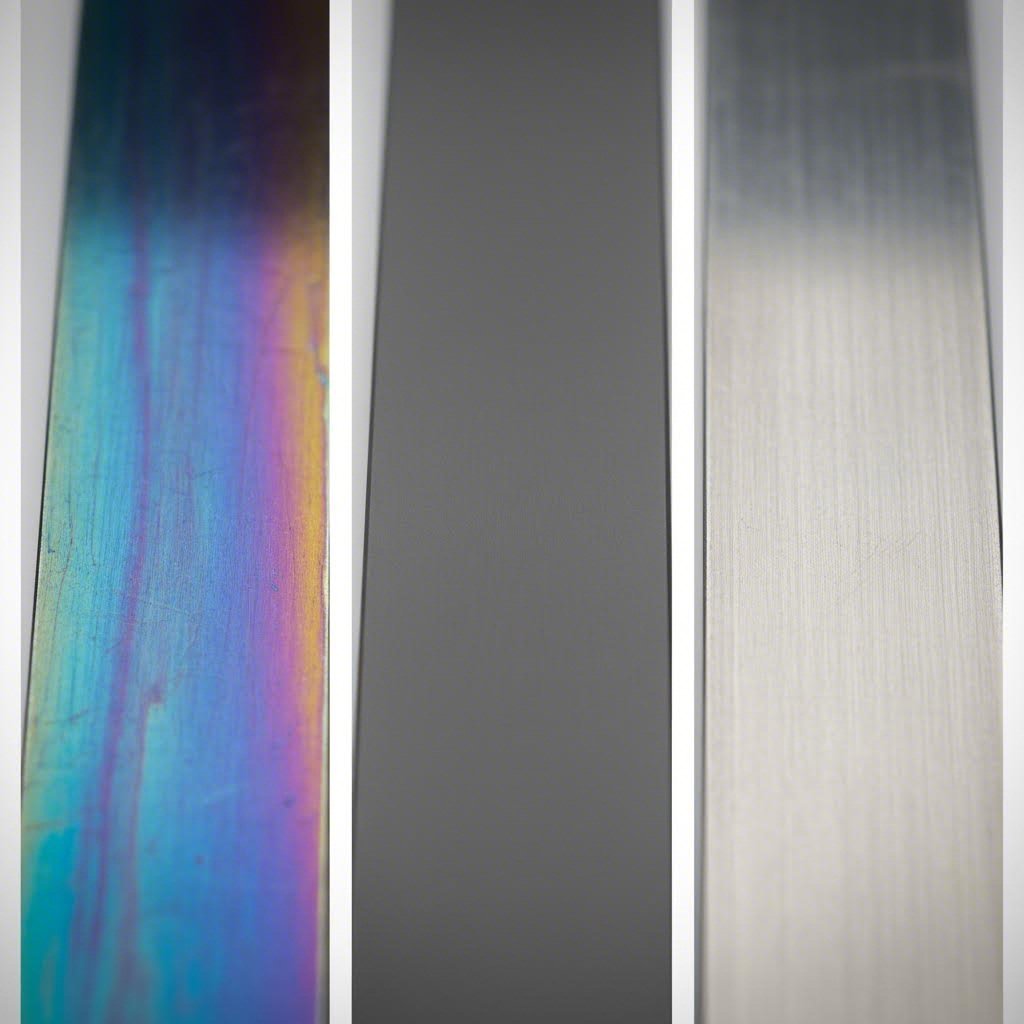
You've specified the right alloy, matched profiles to your body type, and nailed down tolerances. But here's a question that often gets overlooked: what happens to those profiles after they leave the extrusion press? The surface treatment you choose determines whether your aluminum truck body shrugs off road salt for a decade or shows corrosion within a few seasons. This decision separates fleet operators who minimize lifecycle costs from those who face premature repairs.
When comparing aluminum bodies against steel dump truck beds, surface treatment becomes even more critical. Aluminum's natural oxide layer provides baseline protection, but the right finish amplifies that advantage dramatically. Let's break down your options.
Think of anodizing as supercharging aluminum's natural defense mechanism. The process submerges profiles in an electrolyte solution while applying electric current. This controlled oxidation reaction thickens the surface oxide layer, creating a barrier that's actually harder than the base aluminum itself.
What makes anodizing different from paint or powder coating? The anodized layer integrates with the metal rather than sitting on top. It won't peel, chip, or delaminate like surface coatings can under impact or abrasion. This characteristic makes anodizing particularly valuable for interior profiles that face constant wear.
Consider scuff liners in an aluminum utility bed or floor planks in dump bed trucks. These components endure daily abuse from cargo sliding, forklift traffic, and material impacts. An anodized surface resists this wear while maintaining corrosion protection in wet environments. Road salt, moisture, and chemical exposure that would attack untreated aluminum simply can't penetrate the hardened oxide barrier.
You'll find anodizing available in clear or colored finishes. Clear anodizing preserves aluminum's natural metallic appearance while adding protection. Colored options absorb dyes into the porous oxide layer, producing finishes that won't fade like painted surfaces. For body aluminium components where both durability and appearance matter, anodizing delivers on both fronts.
Exterior body panels face a different challenge than interior surfaces. Here, UV exposure, weather cycling, and visual appearance drive the treatment decision. Two technologies dominate this space, each with distinct advantages.
Powder coating applies dry powder electrostatically, then heat-cures it into a thick, impact-resistant finish. The process uses no solvents and generates minimal waste, making it environmentally friendly. You'll get excellent coverage on complex geometries, strong mechanical performance, and a wide range of colors and textures.
For side rails, exterior panels, and decorative trim on dump bed trucks, powder coating provides reliable protection at a reasonable cost. The thick coating layer absorbs impacts that would scratch thinner finishes. However, prolonged UV exposure can cause fading over time, particularly in darker colors.
PVDF (polyvinylidene fluoride) coatings step up when long-term exterior performance is non-negotiable. This fluoropolymer creates exceptional barriers against UV radiation, moisture, chemicals, and pollution. Color stability over decades, not years, distinguishes PVDF from standard powder coating. The finish maintains its appearance in harsh outdoor conditions that would degrade lesser coatings.
The tradeoff? PVDF carries a higher initial cost. But for aluminum truck bodies expected to serve 15-20 years in demanding environments, that investment pays back through reduced maintenance and preserved resale value. Fleet operators running stainless dump body alternatives or premium aluminum bodies often specify PVDF for exterior surfaces where appearance reflects on their brand.
Not every profile needs a protective finish. Mill finish, the as-extruded surface straight from the press, remains a valid choice for specific applications.
Structural members hidden within the body assembly never see direct exposure. Cross members beneath floor planks, internal frame rails, and profiles that will be painted over during final assembly don't benefit from anodizing or powder coating. Specifying mill finish for these components reduces cost without sacrificing performance.
Aluminum's natural oxide layer still provides baseline corrosion resistance even without treatment. For interior structural profiles in dry freight applications, mill finish often proves adequate. The key is matching the finish to the exposure conditions. A profile that stays dry and protected inside the body structure doesn't need the same treatment as an exterior panel facing road spray and UV bombardment.
| Treatment | Process | Key Benefit | Best Application in Truck Body | Relative Cost Tier |
|---|---|---|---|---|
| Anodizing | Electrolytic oxidation creating integral hardened layer | Superior wear and corrosion resistance, won't peel or chip | Floor planks, scuff liners, interior profiles facing abrasion | Medium |
| Powder Coating | Electrostatic application with heat curing | Thick impact-resistant finish, wide color selection, eco-friendly | Exterior panels, side rails, decorative trim | Low to Medium |
| PVDF Coating | Fluoropolymer application creating chemical barrier | Exceptional UV and chemical resistance, decades of color stability | Premium exterior panels, long-service-life applications | High |
| Mill Finish | As-extruded, no additional treatment | Lowest cost, adequate for protected locations | Hidden structural members, profiles to be painted over | Lowest |
Selecting the right surface treatment for each profile location optimizes both protection and cost. Anodize the wear surfaces, powder coat or PVDF the visible exteriors, and leave hidden structural members in mill finish. This targeted approach delivers maximum durability without overspending on treatments that don't add value.
Surface treatment protects your profiles, but how you join them together determines whether that protection lasts. The next section covers joining and assembly methods that preserve your finish investment while creating strong, repairable truck body structures.
You've selected the right profiles, specified the correct alloys, and chosen surface treatments that will last. But here's where many truck dump body projects succeed or fail: how you connect those profiles together. The joining method you choose affects everything from assembly speed to long-term repairability. Whether you're building dump beds for dump trucks or assembling a lightweight refrigerated body, understanding these options helps you make smarter fabrication decisions.
Let's break down the three primary joining approaches and when each one makes sense.
Imagine assembling a metal dump truck body without welding a single joint. Sounds ambitious? It's actually standard practice for many aluminum body builders, thanks to clever profile design.
Interlocking joints represent one of aluminum extrusion's biggest advantages. Profiles can be designed with tongue-and-groove geometry, snap-fit connections, or T-slot channels that allow components to slide or rotate into position. The connection happens through the profile geometry itself rather than external fasteners.
Think about floor planks in a dump box for truck applications. Each plank features interlocking edges that engage with neighboring planks, distributing loads across the entire floor system. This design eliminates the need for through-bolts or welds at every joint, dramatically reducing assembly time. When a single plank gets damaged, you can remove and replace just that section without disturbing the rest of the floor.
Snap-fit connections work similarly but rely on aluminum's inherent flexibility. Lead-in barbs on one profile engage with receiving features on another, clicking into place with a satisfying snap. These connections can be designed as permanent or reversible depending on whether the barb includes a reverse chamfer. For dump truck sides and decorative trim, snap fits provide clean aesthetics by hiding fastener heads entirely.
T-slot channels offer a different kind of flexibility. These profiles accept standard fasteners, brackets, and accessories that slide into position along the channel length. You'll find T-slots throughout cargo management systems, allowing straps and dividers to be repositioned without drilling new holes.
When mechanical fastening is required, screw ports integrated into the extrusion design provide reliable attachment points. Self-tapping screws create their own threads in the aluminum, while machine screws pair with pre-drilled holes and threaded inserts for more precise connections.
Sometimes mechanical connections aren't enough. Structural joints that must handle high loads or maintain absolute rigidity often require welding. But welding aluminum isn't the same as welding steel, and understanding the differences prevents costly failures.
TIG and MIG welding are the two most reliable techniques for aluminum extrusions. TIG (GTAW) offers superior precision and cleaner welds, making it ideal for thin-walled profiles and visible joints where appearance matters. MIG (GMAW) trades some precision for speed, making it better suited for production environments and thicker sections.
Here's what catches many fabricators off guard: the heat-affected zone (HAZ). When you weld aluminum, the area surrounding the weld loses its temper. For T6 profiles that were solution heat-treated and aged to achieve maximum strength, this means the HAZ can drop to T4 or even T0 properties. The weld itself might be strong, but the adjacent material becomes the weak link.
Managing this requires careful planning. Joint designs that minimize weld length reduce the total HAZ area. Preheating profiles to 150-200°C before welding helps prevent cracking and porosity. And for structural applications, post-weld heat treatment can restore strength in the affected zone, though this adds cost and complexity.
Surface preparation matters too. Aluminum's oxide layer melts at a much higher temperature than the base metal, preventing proper fusion if not removed. A stainless steel brush and degreaser should be standard practice before any weld. Filler materials like 4043 or 5356 must match the base alloy to ensure compatible mechanical properties and corrosion resistance.
For dump box pickup applications where the body mounts to a steel chassis, welding also introduces galvanic corrosion concerns. Aluminum and steel in direct contact with an electrolyte (road salt, moisture) create a battery effect that accelerates aluminum corrosion. Isolation materials or protective coatings at these interfaces prevent long-term problems.
Welding creates strong joints but concentrates stress at specific points. Adhesive bonding takes a different approach, distributing loads across the entire bonded surface area. This makes adhesives particularly valuable for refrigerated bodies and lightweight constructions where stress distribution matters more than raw joint strength.
Structural adhesives bond aluminum panels to frame extrusions without drilling holes or applying heat. The continuous bond line eliminates stress concentrations that can initiate fatigue cracks. For insulated panel construction, adhesives also maintain the thermal barrier by avoiding metal-to-metal contact that would create thermal bridges.
Another advantage? Adhesives prevent galvanic corrosion at dissimilar-metal joints. When bonding aluminum to steel or other materials, the adhesive layer acts as an insulator, blocking the electrochemical reaction that would otherwise attack the aluminum.
Hybrid joining combines adhesives with mechanical fasteners or spot welds. The fasteners provide immediate clamping force while the adhesive cures, and the combination often exceeds the strength of either method alone. This approach sees growing use in automotive and aerospace applications where weight savings and structural performance must coexist.
The tradeoff? Adhesive bonds are essentially permanent. Unlike mechanical fasteners or even welds, you can't easily disassemble an adhesive joint for repair or replacement. This makes adhesives less suitable for components that may need future service access.
The joining method you choose shapes your body's long-term serviceability. Interlocking profiles and mechanical fasteners enable the section-by-section replacement that makes aluminum bodies so cost-effective to maintain over their service life. The next section explores how these assembly choices translate into real-world maintenance advantages and fleet lifecycle economics.
Here's a scenario every fleet manager dreads: a forklift operator misjudges a turn and punches through a floor plank. With a welded steel body, you're looking at cutting out the damaged section, grinding welds, fabricating a replacement panel, and re-welding everything back together. The truck sits idle for days. With an aluminum extrusion body? You slide out the damaged plank, slide in a new one, and you're back in service within hours.
This difference in repairability represents one of the most significant yet underappreciated advantages of extruded aluminum construction. When you're evaluating trucks with dump beds or any commercial body application, understanding how maintenance costs compound over a multi-year ownership period changes the entire value equation.
Remember those interlocking tongue-and-groove floor planks we discussed earlier? Their modular design isn't just about assembly convenience. It's a deliberate strategy for long-term serviceability.
Because extrusion profiles are produced to consistent cross-sections, every floor plank in your dump body for pickup truck applications matches every other plank from the same die. A replacement manufactured today will fit perfectly into a body built five years ago. This interchangeability eliminates the custom fabrication that steel repairs typically require.
The practical impact? When a pickup truck dump bed takes damage to a single floor section, you replace that section alone. The surrounding planks remain undisturbed. Side rails work the same way. A dented or bent rail can be unbolted and swapped without affecting adjacent components. This modularity extends to scuff liners, corner posts, and cargo track systems throughout the body.
For fleet operations running multiple trucks, this standardization creates additional efficiencies. You can stock common replacement profiles and perform repairs in-house rather than sending vehicles to specialized body shops. Downtime drops from days to hours, and repair costs drop proportionally.
Anyone who's operated steel-bodied trucks in northern climates knows the rust battle never ends. Road salt attacks exposed surfaces every winter. Paint chips become rust spots. Rust spots become holes. The annual cycle of sanding, priming, and repainting consumes maintenance hours and budget that could go elsewhere.
Aluminum changes this equation fundamentally. The metal naturally forms a protective oxide layer when exposed to air. Unlike iron oxide (rust), which flakes off and exposes fresh metal to continued attack, aluminum oxide adheres tightly to the surface and actually protects the underlying metal from further corrosion. This self-healing characteristic means aluminum bodies maintain their structural integrity without the constant recoating that steel demands.
The maintenance savings add up quickly. No annual rust treatment. No touch-up painting after every winter. No structural inspections looking for hidden corrosion that could compromise load capacity. For a pickup dump bed operating in harsh environments, these avoided costs accumulate year after year.
One critical caveat deserves attention: galvanic corrosion at dissimilar-metal contact points. When aluminum body components mount directly to a steel chassis without proper isolation, the electrochemical reaction between the two metals accelerates aluminum degradation. Proper installation requires isolation bushings, protective coatings, or barrier materials at every aluminum-to-steel interface. This detail often gets overlooked during aftermarket installations, leading to premature corrosion at mounting points even while the rest of the body remains pristine.
Every pound your truck body weighs is a pound you can't carry as payload. This simple math drives much of the commercial interest in aluminum construction.
Aluminum weighs roughly one-third as much as steel for equivalent structural performance. A dumptruck bed that might weigh 3,000 pounds in steel construction could weigh closer to 1,000 pounds in aluminum. That 2,000-pound difference translates directly to increased legal payload capacity on every single trip.
For operations paid by the ton, this weight advantage generates revenue. A dump for truck applications hauling aggregate, for example, can carry more material per load without exceeding gross vehicle weight ratings. Over thousands of loads per year, the additional payload capacity compounds into substantial revenue gains.
The weight savings also reduce wear on tires, brakes, and suspension components. Lighter bodies mean less stress on the chassis during acceleration, braking, and cornering. These secondary benefits extend vehicle service life and reduce maintenance costs beyond the body itself.
Steel bodies cost less to purchase but more to operate. Aluminum bodies cost more upfront but deliver lower operating costs over a multi-year fleet horizon. The break-even point depends on usage intensity, but for high-utilization commercial applications, aluminum typically wins the total cost of ownership calculation.
Well-maintained aluminum truck bodies routinely deliver 15 to 25 years of service life, often outlasting the chassis they're mounted on. This longevity, combined with lower maintenance requirements and higher payload capacity, explains why fleet operators increasingly specify aluminum despite higher initial costs.
Understanding these lifecycle economics helps you make informed sourcing decisions. The final section covers how to evaluate suppliers and choose between custom and standard profiles for your specific truck body program.

You've mapped out your profiles, selected alloys, and understand how everything fits together. Now comes the question that determines whether your truck body program succeeds or stumbles: who actually makes these components? Finding the right supplier isn't just about getting the lowest quote. It's about matching capabilities to your specific requirements, whether you're sourcing aluminum dump bodies for a fleet upgrade or components for an aluminum box truck prototype.
The supplier landscape ranges from small regional extruders to large-scale dump truck bodies manufacturers with global reach. Each has strengths and limitations. Understanding what to look for helps you avoid the costly mistakes that come from choosing a supplier who can't deliver what your program demands.
Think of supplier evaluation as matching capabilities to requirements. A supplier perfect for architectural trim might struggle with heavy structural profiles. One optimized for high-volume production might not handle your prototype quantities economically. Here's what matters most for truck body applications.
Press capacity defines what profiles a supplier can physically produce. Small presses in the 600-1800T range handle thin, precise profiles like decorative trim and scuff liners. Medium presses from 2000-3500T suit general industrial profiles including side rails and cargo track. Large presses from 5000T and above produce the heavy structural components like wide floor planks and main frame rails that dump truck manufacturers require.
Why does this matter? A supplier with only small presses simply cannot produce the wide, thick-walled floor planks your dump body needs. Conversely, running small decorative profiles on oversized presses wastes capacity and increases cost. The ideal partner for complete truck body programs operates multiple press sizes, offering flexibility as your requirements evolve.
In-house die development capability separates professional extruders from those who outsource this critical function. When a supplier designs and manufactures dies internally, they can modify or repair tooling quickly when issues arise. Outsourced die work means longer lead times and slower problem resolution. For custom profiles with unique geometry, this capability directly affects your project timeline.
Integrated CNC machining and secondary processing eliminates handoffs between subcontractors. A supplier who extrudes your profiles, then machines mounting holes, cuts to length, and applies surface treatment under one roof delivers better consistency than one who ships semi-finished profiles to multiple vendors. Each handoff introduces potential for damage, dimensional drift, and delays.
Surface treatment options should match your specification requirements. At minimum, look for anodizing capability with proper bath control for consistent color and thickness. Powder coating handles most exterior applications. For premium programs requiring long-term UV resistance, confirm PVDF capability. Some suppliers also offer specialized treatments like micro-arc oxidation for extreme wear resistance.
Quality certifications provide baseline assurance of process control. ISO 9001 certification indicates a documented quality management system. For dimensional compliance, look for adherence to EN 755-9 or EN 12020-2 standards. RoHS and REACH compliance matters for programs with environmental requirements. Ask whether the supplier provides traceable lot data and QA certificates with each batch.
For truck body programs requiring both structural profiles and finished components, Shengxin Aluminium represents the type of full-spectrum supplier worth evaluating. Their facility houses 35 extrusion presses ranging from 600T to 5500T, covering everything from intricate cargo track profiles to heavy floor planks. In-house CNC machining handles secondary operations, while their surface treatment menu includes anodizing, powder coating, PVDF, and micro-arc oxidation. This breadth means a single source can supply complete profile sets rather than requiring coordination across multiple vendors.
Not every profile in your truck body needs custom tooling. Understanding when to specify custom versus standard profiles optimizes both cost and lead time.
Stock aluminum extrusions include standard shapes like angles, channels, tubes, and bars that suppliers keep in inventory. These profiles ship immediately with no tooling cost. For non-critical applications, replacement parts, or prototype quantities, stock profiles make economic sense. The limitation? You're constrained to available geometries that may not optimize weight or integrate features the way custom profiles can.
Custom extrusions require die development, a one-time investment that unlocks mass production of your unique profile. Typical die lead times run 10-20 days, with extrusion production adding another 7-15 days and surface finishing 5-10 days. Total project timelines of 4-6 weeks are common for standard programs.
When does custom tooling make sense? High-volume programs spread the die cost across enough pieces to make per-unit economics favorable. Profiles with unique structural requirements, like interlocking floor planks or multi-chamber insulated sections, simply cannot be sourced from stock. And profiles that integrate multiple features, such as mounting channels, seal grooves, and decorative surfaces, reduce assembly labor enough to justify tooling investment.
The decision framework is straightforward. For simple structural members in low quantities, start with stock profiles. For high-volume production, unique geometry requirements, or profiles that reduce downstream assembly, invest in custom dies. Many dump truck body types benefit from a hybrid approach: custom floor and frame profiles where geometry matters most, combined with stock angles and channels for secondary structures.
Established body builders like Rogers dump bodies and Heritage dump bodies have refined their profile specifications over decades of production. Their experience demonstrates that the right custom profiles, optimized for specific dump truck body types, deliver performance and durability that generic stock shapes cannot match.
Selecting the right supplier transforms your truck body program from a procurement headache into a competitive advantage. The combination of appropriate press capacity, integrated processing, and quality systems ensures you receive profiles that fit together precisely, perform as specified, and arrive when promised. Whether you're building aluminum dump bodies for a regional fleet or developing the next generation of aluminum box truck designs, the supplier relationship you establish today shapes your success for years to come.
For load-bearing floor planks in dump bodies and heavy-duty applications, 6061-T6 or 6082-T6 alloys deliver the best performance. These alloys offer yield strengths between 240-260 MPa, providing superior fatigue resistance for components that face repeated impact loads from cargo. The T6 temper involves solution heat treatment and artificial aging, which increases strength by 15-20% compared to T5 temper. For wet-environment floors where corrosion resistance matters more than maximum strength, 5052-H32 provides excellent protection without heat treatment requirements.
Well-maintained aluminum truck bodies routinely deliver 15 to 25 years of service life, often outlasting the chassis they are mounted on. Unlike steel bodies that require annual rust treatment, repainting, and structural inspections, aluminum forms a self-healing oxide layer that protects against corrosion without ongoing maintenance. The modular design of extruded aluminum bodies also enables section-by-section replacement, meaning damaged floor planks or side rails can be swapped individually rather than requiring complete body rebuilds.
Surface treatment selection depends on the profile location and exposure conditions. Anodizing works best for interior profiles facing abrasion, such as floor planks and scuff liners, because the hardened oxide layer integrates with the metal and resists wear without peeling. Powder coating suits exterior panels and decorative trim with its thick, impact-resistant finish and wide color options. For premium applications requiring decades of UV stability, PVDF coatings provide exceptional chemical and weather resistance. Hidden structural members can remain in mill finish to reduce costs.
A capable truck body extrusion supplier should operate presses across multiple tonnage ranges. Small presses (600-1800T) handle thin decorative trim and scuff liners. Medium presses (2000-3500T) produce side rails and cargo track profiles. Large presses (5000T and above) are essential for wide floor planks and main frame rails. Suppliers like Shengxin Aluminium operate 35 presses ranging from 600T to 5500T, enabling them to produce complete profile sets from a single source with integrated CNC machining and surface treatment capabilities.
Custom profiles make economic sense for high-volume programs where die costs spread across many pieces, profiles with unique structural requirements like interlocking floor planks, and components that integrate multiple features to reduce assembly labor. Standard stock profiles work better for low-quantity orders, non-critical applications, and prototype development where speed matters more than optimization. Many successful truck body programs use a hybrid approach with custom profiles for critical floor and frame components combined with stock angles and channels for secondary structures.




 serviço on-line
serviço on-line 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 português
português English
English français
français Deutsch
Deutsch русский
русский español
español العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська










