


Ever tried getting a straight answer about what qualifies as a "short run" when ordering custom aluminum extrusions? You're not alone. Most manufacturers stay frustratingly vague about quantity thresholds, leaving engineers and product developers guessing whether their project fits the category. Here's the reality: short run custom aluminum extrusions typically refer to orders ranging from 1 to 500 pieces, though that number shifts based on your profile's complexity and the specific manufacturer you're working with.
Understanding these thresholds isn't just academic. It directly impacts your project timeline, per-piece costs, and whether extrusion even makes sense compared to alternatives like CNC machining. Let's break down exactly what these quantity tiers mean for your next project.
Unlike high-volume production where manufacturers work with minimum orders of 500 to 1,000 pounds of extruded aluminum, short run production operates in a completely different space. According to Profile Precision Extrusions, some specialized manufacturers have eliminated minimum order requirements entirely, allowing customers to order precisely what they need during each project phase.
This flexibility exists because short run specialists recognize that product development rarely follows a straight line. Your aluminum extrusion profiles might go through multiple design iterations before reaching final production. Forcing large minimum orders at the prototyping stage wastes money and creates unnecessary inventory risk.
The quantity tiers in short run manufacturing break down into three distinct categories, each serving different purposes in the product lifecycle:
Standard aluminum extrusion production assumes you'll order enough volume to spread die costs across thousands of pieces. Short run production flips this equation. You're paying a higher per-piece price, but your total project investment stays manageable while you validate market demand or fulfill niche requirements.
The production approach differs too. As noted by industry sources, short run orders benefit from manufacturers who can handle 200-300 orders simultaneously at various stages. This environment requires different scheduling discipline than dedicated high-volume lines. Lead times for short run extrusions depend heavily on mill capacity and the complexity of secondary operations your aluminum profiles require.
Why do these thresholds matter for your planning? Because understanding where your project falls helps you set realistic expectations for pricing discussions and delivery schedules. A 50-piece pre-production order has different economics than a 400-piece short run, even though both qualify as "limited quantity" work. Knowing the distinction before requesting quotes positions you to ask better questions and compare proposals more effectively.
So you need custom aluminum extrusion shapes but aren't sure whether extrusion makes financial sense for your limited quantities. This is where most engineers hit a wall. The conventional wisdom says extrusion only pays off at high volumes. That's not quite right. The real question is whether your project's specific requirements align better with extrusion, CNC machining from aluminum bar stock, or modifying standard profiles.
Each manufacturing method has sweet spots. Understanding where your project falls saves you from overpaying or compromising on quality. Let's compare these approaches head-to-head so you can make an informed decision.
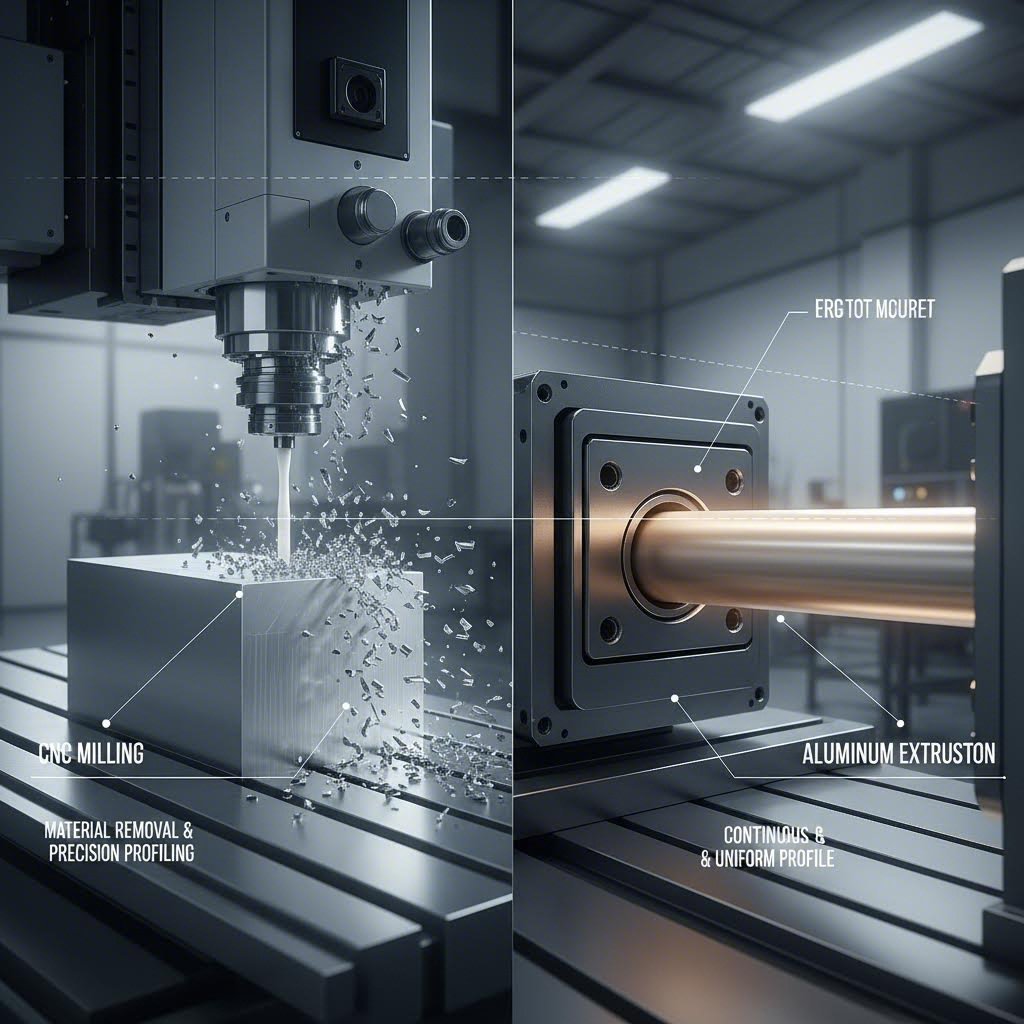
When you machine parts from solid aluminum bar, you're starting with rectangular or round stock and removing material until you reach your desired shape. This subtractive process offers exceptional precision—tolerances as tight as ±0.001 inches are achievable with properly calibrated CNC equipment. However, you're also paying for all that removed material, plus the machining time required.
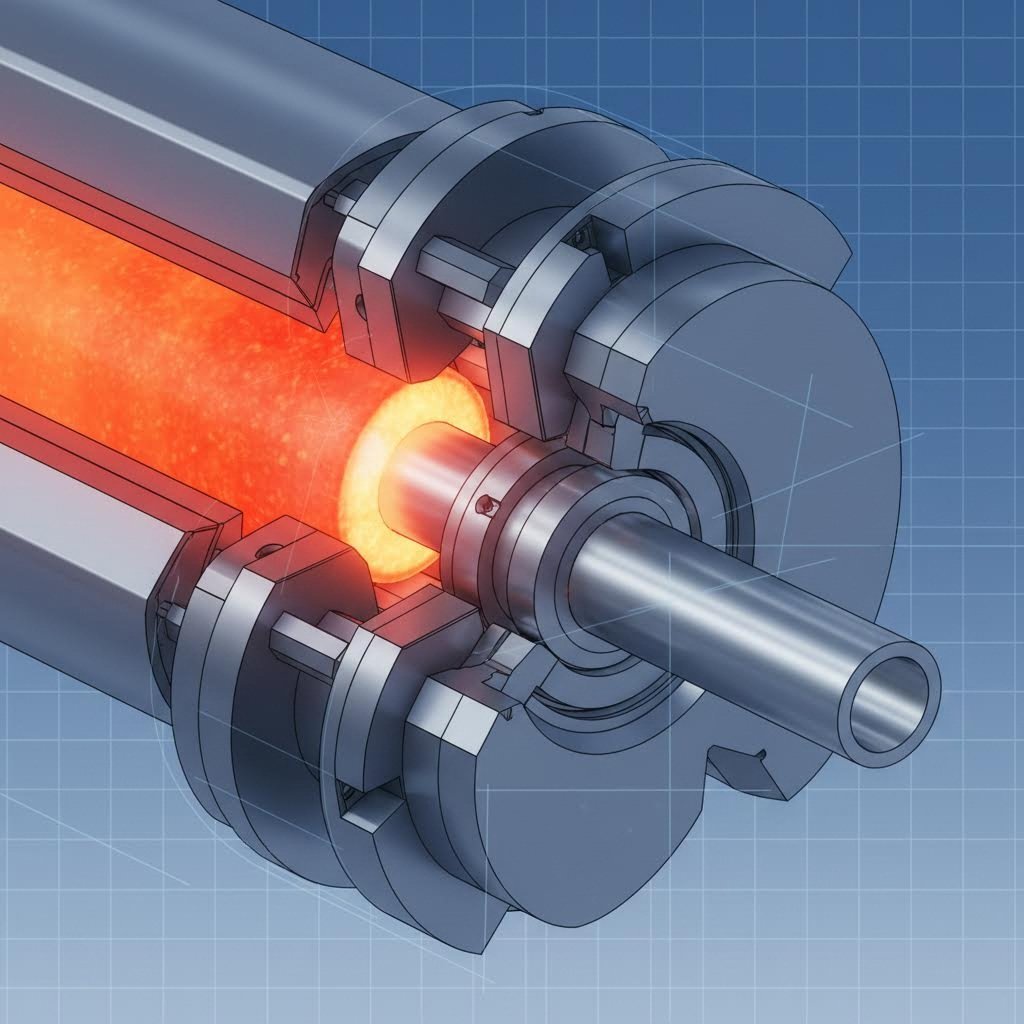
Custom extrusion takes the opposite approach. You're pushing heated aluminum through a die that creates your exact cross-section in one pass. According to ETCN Machining, the key advantage is that extrusion places metal exactly where needed for structural or aesthetic purposes, eliminating waste inherent in subtractive manufacturing.
Here's where short run economics get interesting. Die costs for aluminum profile shapes in the 7 to 10-inch circle size typically range from $1,000 to $2,000 for solid shapes and $1,200 to $4,000 for hollow profiles, with lead times of just 2 to 3 weeks. Compare that to production tooling for rolled steel shapes, which can exceed $30,000 with 3-month lead times, as noted by the Aluminum Extruders Council.
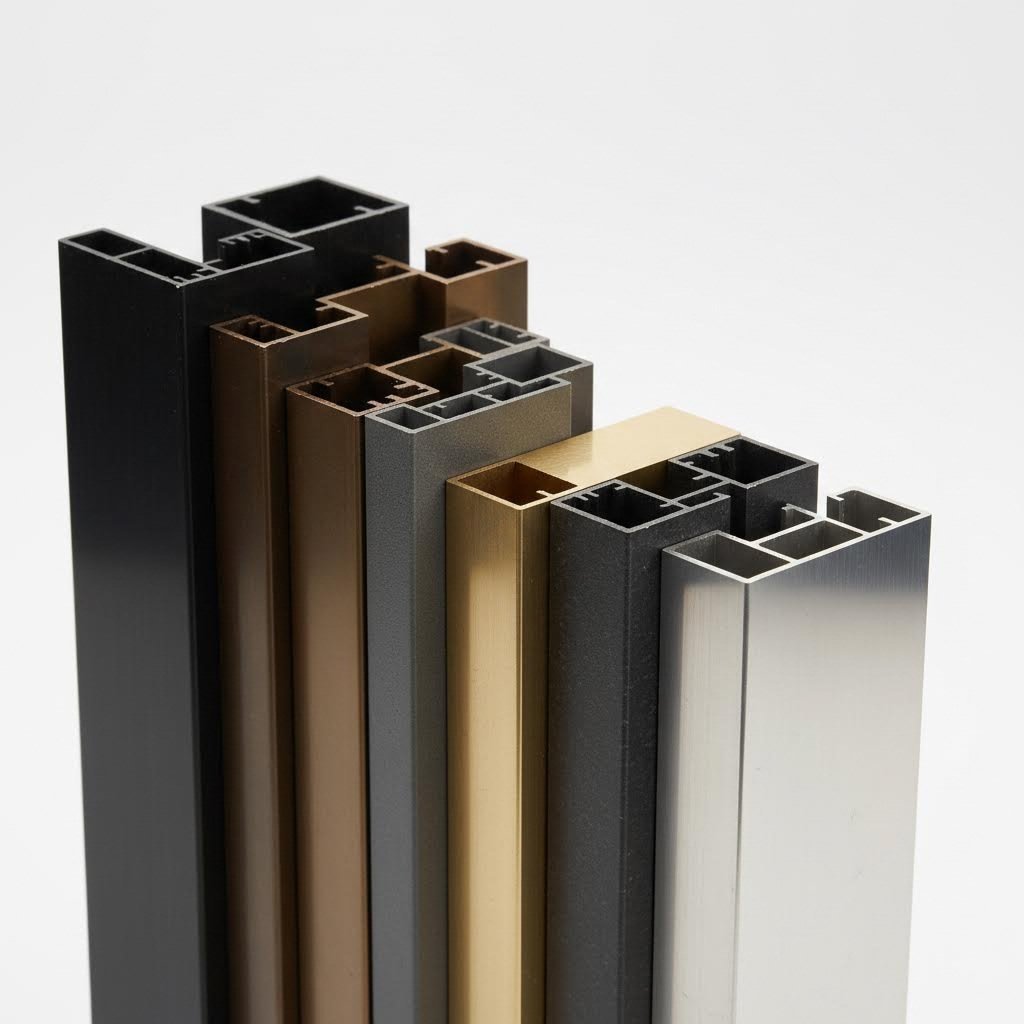
Off-the-shelf extruded aluminum profiles offer the fastest path to production and lowest upfront costs. No die investment, no waiting for tooling. But here's the trade-off: you're limited to whatever shapes manufacturers stock. If your design requires specific wall thicknesses, integrated mounting features, or unique cross-sections, standard profiles force compromises that ripple through your entire assembly.
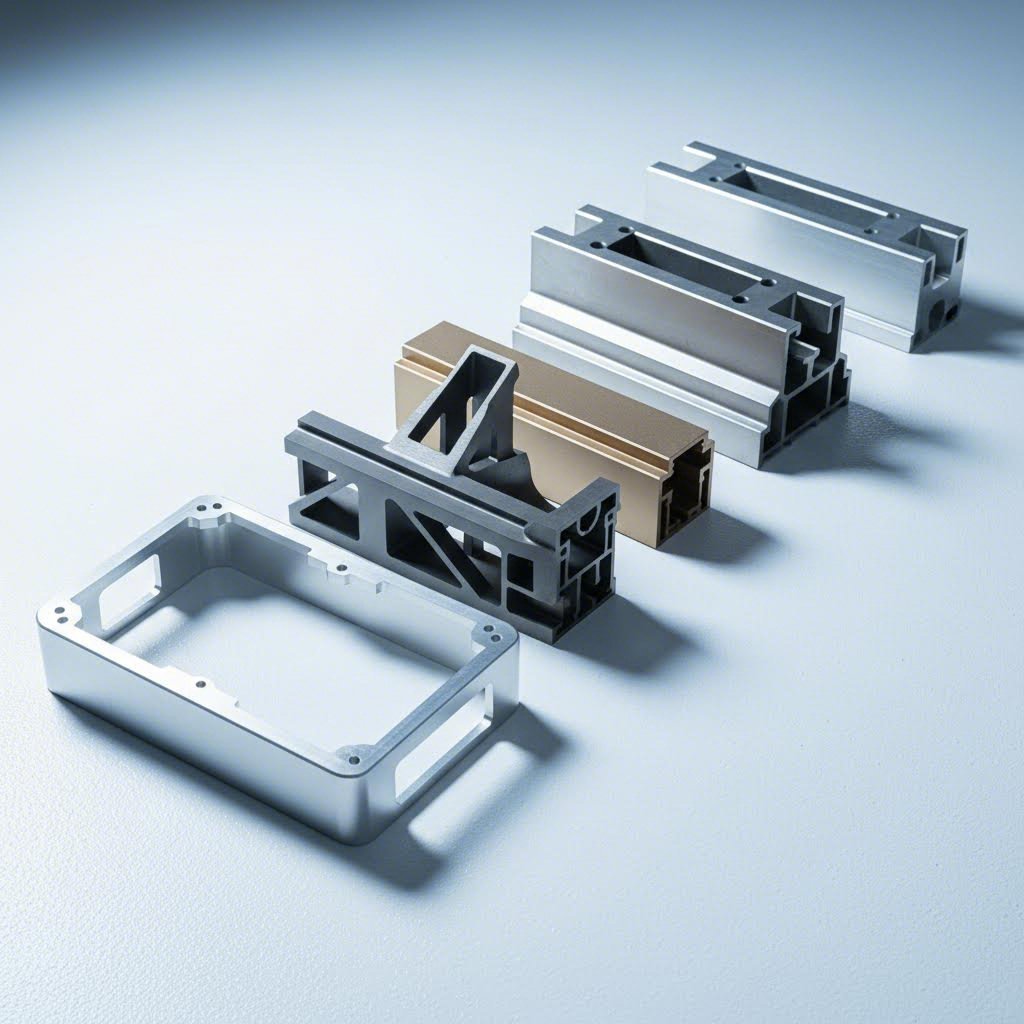
Custom extrusion eliminates these compromises. The process allows you to design shapes with metal placed precisely where structural loads demand it or where aesthetic requirements dictate. You're not adapting your product to available shapes—you're creating the exact aluminum profile your application needs.
| Factor | Short Run Extrusion | CNC Machining from Billet | Standard Profiles |
|---|---|---|---|
| Per-Unit Cost (1-50 pcs) | Higher due to die amortization | Moderate to high (machining time) | Lowest |
| Per-Unit Cost (100-500 pcs) | Competitive as die spreads | High (cumulative machining) | Lowest but may need modifications |
| Design Freedom | Excellent—custom cross-sections | Excellent—any 3D geometry | Limited to stock shapes |
| Lead Time (New Project) | 3-6 weeks including die | Days to 2 weeks | Immediate to days |
| Surface Finish Options | Anodizing, powder coat, PVDF | Any machined finish | Varies by supplier |
| Consistency Across Pieces | Excellent—identical profiles | Good with proper fixturing | Excellent within lot |
The misconception that extrusion only works economically for high volumes ignores a critical factor: what happens after the initial piece. With CNC machining, every additional part costs nearly as much as the first. With extrusion, once you've invested in the die, your marginal cost per piece drops dramatically. Even at 100 pieces, extruded aluminum profiles often beat machining from aluminum bar on total project cost.
Short run extrusion delivers superior value in three specific scenarios. First, when your design requires complex cross-sections that would be expensive or impossible to machine from solid stock. Second, when you need a specific alloy with particular mechanical or finishing properties. Third, when consistency matters—every extruded piece comes from the same die, ensuring dimensional repeatability across your entire order that's difficult to match with repeated machining operations.
Understanding these trade-offs positions you to choose wisely. But material selection matters just as much as manufacturing method. The aluminum alloy you specify affects everything from die life to finishing options—factors that directly impact your short run project costs.
You've decided that short run custom aluminum extrusions make sense for your project. Now comes a question that trips up even experienced engineers: which alloy should you specify? This choice affects far more than just material properties. It influences die longevity, surface finish quality, and ultimately your per-piece costs. Yet most manufacturers assume you already know what you need, leaving you to navigate alloy selection without clear guidance.
For short run projects, the decision usually comes down to two workhorse alloys: 6061 aluminum and 6063 aluminum. Both belong to the 6000-series, meaning they share magnesium and silicon as primary alloying elements. Despite this similarity, they perform remarkably differently in extrusion applications. Understanding these differences helps you avoid costly material mismatches that only become apparent after production starts.
When comparing 6061 vs 6063, the distinction boils down to a fundamental trade-off: strength versus finish. According to Eagle Aluminum, aluminum alloy 6061 T6 delivers an ultimate tensile strength of at least 42,000 psi and yield strength of at least 35,000 psi. In contrast, 6063 T6 offers an ultimate tensile strength of at least 28,000 psi and yield strength of 23,000 psi.
What is ultimate tensile strength, and why does it matter for your project? It's the maximum stress a material can withstand before breaking. For structural applications where your extrusion must support loads or resist bending forces, this difference is significant. However, if your application prioritizes appearance over tensile breaking strength, 6063 becomes the smarter choice.
Here's where short run economics get interesting. As noted by Testrite Aluminum, 6063 aluminum flows more easily during the extrusion process, resulting in smoother finishes and cleaner details on complex profiles. This superior extrudability means less wear on your die—a factor that directly impacts per-piece costs when you're spreading tooling investment across limited quantities.
For fabricators who plan to machine, drill, or weld their extrusions after receiving them, 6061 aluminum offers clear advantages. It machines cleanly, holds tight tolerances, and responds well to tapping and cutting processes. If you're handling secondary operations in-house, this alloy minimizes fabrication headaches. Meanwhile, 6063's softer nature can cause clogging or surface deformation during aggressive machining.
Choosing between these alloys requires honest assessment of your project priorities. The following comparison breaks down the critical differences across properties that matter most for short run applications:
| Property | 6061 Aluminum | 6063 Aluminum |
|---|---|---|
| Ultimate Tensile Strength (T6) | ≥42,000 psi | ≥28,000 psi |
| Yield Strength (T6) | ≥35,000 psi | ≥23,000 psi |
| Corrosion Resistance | Good (slightly reduced due to copper content) | Excellent |
| Weldability | Good | Good |
| Machinability | Excellent—holds tight tolerances | Fair—softer, may clog tools |
| Extrudability | Moderate—rougher surfaces possible | Excellent—smooth finishes |
| Anodizing Quality | Good | Superior—uniform finish |
| Typical Applications | Structural components, machined parts, heavy-duty frames | Architectural trim, display frames, decorative elements |
Notice how corrosion resistance differs between the alloys. According to industry sources, 6061 contains slightly more copper than 6063, which contributes to its higher strength but slightly reduces performance in harsh or marine environments. For most indoor applications, both alloys hold up well, especially when anodized or powder-coated.
The anodizing difference deserves special attention for short run projects. If your application requires a flawless decorative finish, 6063 yields smoother and more uniform results. This makes it the preferred choice for visible architectural aluminum trims, retail displays, and customer-facing products where surface quality directly impacts perceived value.
Beyond the 6061 and 6063 workhorses, specialty alloys exist for applications with demanding requirements. According to Compass & Anvil, other extrusion-friendly alloys include 6005A, 6351, 6360, and 6463—each offering specific performance characteristics.
When do these specialty options make sense for limited quantity orders? Consider them when:
The premium you pay for specialty alloys in short run scenarios compounds quickly since you're spreading material costs across fewer pieces. However, if your application genuinely requires specific properties, specifying the right alloy upfront prevents expensive rework or field failures that cost far more than the material premium.
Alloy selection also impacts die life—a critical consideration when you might reorder from the same tooling later. Harder alloys like 6061 create more wear on extrusion dies than softer 6063. For short run projects where you anticipate future orders using the same profile, this factor influences long-term economics even if your initial order is small.
With your alloy selected, understanding what happens next becomes essential. The journey from your design file to finished extrusions involves several distinct phases, each with implications for timeline and cost that manufacturers rarely explain upfront.
You've selected your alloy and confirmed that custom extrusion makes sense for your project. Now what? The journey from CAD file to finished parts involves more steps than most manufacturers reveal upfront. Understanding this process helps you anticipate costs, plan realistic timelines, and avoid surprises that derail project schedules.
Short run aluminium extrusion follows the same fundamental sequence as high-volume production, but with critical differences in how time and costs are allocated. Let's walk through each phase so you know exactly what to expect when you submit your first order.
Everything starts with your design. According to Star Extruded Shapes, the extrusion process begins with designing the desired profile shape and dimensions using specialized software such as AutoCAD or SolidWorks. These digital models enable faster and more precise quoting, streamlined prototyping, and reduced time to market.
But here's what happens behind the scenes that nobody explains: your design doesn't go straight to die fabrication. First, engineers review your profile for extrudability. Can the aluminum flow evenly through all sections? Are wall thicknesses consistent enough to prevent distortion during cooling? Does your design include features that might cause the die to fail prematurely?
This review stage is where short run projects often hit their first speed bump. Complex profiles may require design modifications to ensure successful extrusion. Experienced manufacturers catch these issues early, saving you from expensive die revisions later. If you're working with a new partner, expect some back-and-forth during this phase—it's actually a sign of thorough engineering, not a problem.
Once your design clears review, the aluminium extrusion die enters fabrication. The die is a precision steel tool that shapes aluminum as it's forced through under tremendous pressure. Die complexity directly impacts both cost and lead time. Simple solid shapes might take two weeks; intricate hollow profiles with multiple chambers could require three to four weeks of careful machining and heat treatment.
After die completion, the actual aluminum extrude process follows a precise sequence. Each step builds on the previous one, and shortcuts at any stage compromise final quality. Here's the complete workflow your order follows:
Imagine you're ordering 200 pieces of a custom profile. The setup time, die installation, and initial press calibration take the same hours whether you're running 200 or 20,000 pieces. In high-volume production, these fixed costs spread thin across thousands of units. In short run scenarios, they concentrate heavily into your per-piece price.
This explains why short run manufacturers emphasize efficiency differently. Rather than optimizing for maximum throughput on a single profile, they focus on rapid changeovers between jobs. Some facilities handle 200 to 300 orders simultaneously at various stages, requiring scheduling discipline that high-volume operations never need.
Die amortization works differently too. High-volume customers often amortize tooling costs across their first large order, paying per-piece surcharges until the die is "paid off." Short run customers typically pay die costs upfront as a separate line item. This approach provides transparency—you know exactly what you're paying for tooling versus production.
Here's something competitors mention but never fully explain: how do you transition from prototype quantities to short run production using the same tooling?
When you order profile precision extrusions for prototyping, you're investing in a die that can run thousands of pieces over its lifetime. Your initial 25-piece prototype order uses the same die that later produces your 500-piece production run. The economics improve dramatically on repeat orders because die costs are already covered.
Smart project planning accounts for this pathway. If you anticipate scaling from prototype to production, invest in a quality die upfront even if your first order is small. Cheap dies wear faster and may not survive to production volumes. The initial premium pays dividends when your second order costs a fraction of the first.
Tolerance capabilities remain consistent across order sizes since the same die produces every piece. Industry standards for aluminum extrusion typically allow ±0.005 inches per inch of profile dimension, though precision manufacturers achieve tighter tolerances on specific features. Discuss your critical dimensions during the design review phase so engineers can optimize die geometry for your requirements.
Understanding this process reveals why certain decisions—alloy choice, profile complexity, finishing requirements—cascade through every production phase. Each factor influences not just costs but also the timeline from order placement to delivery.
Here's the conversation most manufacturers avoid: what does your short run custom aluminum extrusion project actually cost, and why? You've seen the process, understood the alloy trade-offs, but the pricing discussion remains frustratingly opaque. Most quotes arrive as single numbers without breakdowns, leaving you guessing whether you're paying fair rates or subsidizing someone else's inefficiency.
The truth is that aluminum extrusion cost structures differ fundamentally between short run and high-volume scenarios. Understanding these economics helps you negotiate better, plan budgets accurately, and make informed decisions about whether extrusion makes sense for your specific quantities. Let's pull back the curtain on what actually drives your per-piece price.
Die tooling represents the largest upfront investment in any custom extrusion project. According to Gabrian International, tool costs for extrusion dies in normal architectural and industrial applications range from $400 to $1,000, while large parts requiring 2,000-4,000 ton presses can run as high as $2,000. More complex aluminum extruded shapes push these figures even higher.
What determines where your die falls in this range? Profile geometry is the primary driver. As noted by Ya Ji Aluminum, die costs break down by type:
| Die Type | Structure | Typical Cost Range | Application Examples |
|---|---|---|---|
| Solid Die | One-piece, no bridge or mandrel | $300-$800 | Angles, channels, flat bars |
| Semi-Hollow Die | Narrow openings, partial bridge | $800-$1,500 | Mounting brackets, U-channels |
| Hollow Die | Mandrel and bridge assembly | $1,000-$3,000 | Tubes, square hollow sections |
| Multi-Cavity Die | Multiple cavities in one die | $1,500-$5,000+ | LED housings, heat sink fins |
Here's where short run economics diverge dramatically from high-volume production. When a manufacturer amortizes a $2,000 die across 50,000 pieces, the tooling contribution is just $0.04 per part. Spread that same die cost across 200 pieces, and you're looking at $10 per part just for tooling amortization. This math explains why custom aluminum extrusion cost per piece drops so dramatically as quantities increase.
Some aluminum extrusion companies offer creative solutions to this challenge. According to Gabrian, manufacturers sometimes refund tool costs if a stipulated amount is purchased within two years. Additionally, most don't charge for replacement tools after their useful life if orders continue. These policies recognize that short run customers often become repeat buyers once their products gain market traction.
Beyond die costs, several factors compound to determine your final custom aluminum extrusion cost. Understanding their relative impact helps you prioritize design decisions and negotiate effectively with suppliers. Here are the major cost drivers, listed roughly in order of typical impact:
Minimum order quantity policies frustrate many short run buyers, but they exist for legitimate economic reasons. Every extrusion run requires setup time regardless of quantity—mounting the die, calibrating the press, establishing temperature profiles, and running initial test pieces. Manufacturers need enough pieces per run to cover these fixed costs while maintaining reasonable margins.
However, MOQ policies vary dramatically between aluminum extrusion companies. High-volume producers focused on commodity extrusion profiles may require 500-1,000 pound minimums. Specialized short run manufacturers eliminate minimums entirely, absorbing higher per-piece costs in exchange for serving customers that larger competitors ignore.
When evaluating MOQ policies, consider what's actually included. Some manufacturers quote low minimums but add tooling setup fees that effectively raise the threshold. Others bundle setup costs into per-piece pricing, making comparison difficult. Ask specifically about:
Without fabricating specific prices—which vary by region, supplier, and market conditions—you can still build a reasonable budget framework for your short run project. Start by separating one-time costs from recurring per-piece expenses.
One-time investments typically include:
Per-piece costs accumulate from:
The raw aluminum component fluctuates with commodity markets. As Gabrian notes, aluminum pricing has varied anywhere from $1,500 to $3,500 per metric ton in recent years, driven by global supply chains, energy costs, and geopolitical factors. Locking in material pricing for ongoing production needs can stabilize this variable.
Here's the bottom line that gets lost in pricing discussions: short run orders absolutely carry higher per-piece costs than high-volume production. There's no escaping the math of fixed cost distribution. However, your total project investment stays dramatically lower.
Consider two scenarios for a moderately complex hollow profile:
A 5,000-piece order might achieve $2.50 per piece but require a $12,500 total investment plus die costs. A 200-piece short run of the same profile might cost $8.00 per piece but only $1,600 total plus the same die investment.
For product development, market testing, or specialized applications with limited demand, the short run approach reduces risk substantially. You validate your design with real production parts before committing the capital that high-volume production demands. If the market responds poorly or design changes become necessary, your exposure stays manageable.
Understanding these economics positions you to have informed conversations with potential manufacturing partners. But tooling and material costs tell only part of the story. Surface finishing and secondary processing options significantly impact both cost and lead time—factors that deserve careful consideration before finalizing your specifications.
Your extrusion leaves the press with what manufacturers call a "mill finish"—and honestly, it's not pretty. According to Gabrian International, die and tooling marks, a dull appearance, oxidation, and white "rust" can all be present on aluminum after extrusion. For most applications, this raw state won't cut it. The right surface treatment transforms functional aluminum profiles into finished products ready for installation or assembly.
What is anodized aluminum, and why does it dominate finishing conversations? More importantly, which finishing options make sense for limited quantity orders where setup costs can't spread across thousands of pieces? Let's explore your options and their implications for short run economics.
Surface finishing serves two purposes: protection and appearance. Some treatments excel at corrosion resistance while others deliver exceptional visual impact. For short run projects, understanding these trade-offs helps you specify finishes that add genuine value without inflating costs unnecessarily.
Here are your primary finishing options, each with distinct benefits for custom extrusion projects:
For short run quantities, setup costs influence finishing economics significantly. Anodizing tanks need specific chemistry for different color batches. Powder coating lines require purging between colors. When you're ordering 100 pieces instead of 10,000, these changeover costs represent a larger percentage of your total finishing expense.
Raw extrusions rarely go directly into final assemblies. Most projects require secondary operations that transform profiles into ready-to-install components. According to eMachineShop, secondary services include CNC bending, grinding, tapping, knurling, and more—processes that add functionality after primary manufacturing.
Common secondary operations for aluminum extrusion trim and structural profiles include:
Here's where short run projects gain strategic advantage: integrated finishing services. When your extrusion supplier handles surface treatment and secondary machining in-house, you eliminate multiple shipping steps, reduce handling damage risks, and compress overall lead time. Outsourcing these operations to separate vendors means coordinating schedules across multiple companies while your parts travel between facilities.
The quality benefits extend beyond convenience. When one manufacturer controls the entire process from extrusion through finishing, accountability stays clear. If anodizing quality suffers because extrusion tolerances drifted, an integrated supplier catches this immediately. Fragmented supply chains often produce finger-pointing instead of solutions.
Aerospace, defense, and medical device applications demand more than good quality—they require documented proof. Certifications like AS9100 and ISO9001 establish that manufacturers follow rigorous quality management systems capable of producing consistent, traceable results.
According to Dynamic Metals, AS9100 certification represents a more demanding version of ISO 9001, covering everything from raw material handling to final inspection. For metal manufacturers, this means tracking every piece of metal from arrival through delivery—including heat treatment records, chemical analysis certificates, and physical test results.
Why does this matter for short run custom extrusions? Regulated industries often need small quantities of specialized profiles. Medical device housings, aerospace brackets, and defense equipment components rarely require high-volume production. Finding suppliers who combine short run flexibility with proper certifications narrows your options considerably.
When evaluating suppliers for regulated applications, verify that certifications cover your specific requirements. AS9100 applies to aerospace; ISO 13485 covers medical devices. These certifications require manufacturers to maintain detailed training records, calibrated testing equipment, and documentation retention for seven years or longer. The infrastructure supporting these requirements adds cost but eliminates qualification headaches when your end customers audit your supply chain.
With finishing and secondary processing decisions made, one critical question remains: how long until your completed parts actually arrive?
You've finalized your design, selected the perfect alloy, and approved finishing specifications. Now comes the question every project manager dreads asking: when will your parts actually arrive? Most aluminum extrusion suppliers dodge this conversation with vague promises of "a few weeks" or "depends on complexity." That's not helpful when you're planning a product launch or coordinating with other manufacturing steps.
The reality? Lead times for short run custom aluminum extrusions typically range from 3 to 10 weeks depending on project complexity, existing tooling availability, and finishing requirements. According to Lenwa Aluminum, in-house lead times generally run about 3 weeks, though this extends significantly for complex designs or large submissions. Let's break down exactly where that time goes so you can plan accurately.
Every aluminum extrusion fabrication project moves through distinct phases, each consuming specific amounts of calendar time. Understanding this sequence helps you identify where delays might occur—and where you might compress schedules when deadlines loom.
The journey begins the moment you submit your design files. According to Sinoextrud, the initial design confirmation stage involves collaboration between the design team and client to ensure all specifications are accurate. This foundation-setting phase typically takes 3 to 7 business days for straightforward profiles, though complex geometries requiring engineering modifications may extend this window.
Die fabrication represents the longest single phase for new projects. Reference materials indicate that mold production times vary based on size and complexity:
After die completion, a nitriding process enhances durability before initial samples are produced for your approval. This sample approval stage creates a feedback loop where prototypes are refined until they meet your standards. Most suppliers complete this within 2-3 weeks, though high-precision requirements can extend the timeline.
Wondering where your specific project falls? The following table provides realistic timeline ranges based on typical scenarios encountered in short run extrusion services:
| Project Type | Quote & Design Review | Die Fabrication | Sample Approval | Production Run | Finishing & Shipping | Total Lead Time |
|---|---|---|---|---|---|---|
| Simple Profile (New Die) | 3-5 days | 7-10 days | 5-10 days | 3-5 days | 5-10 days | 3-5 weeks |
| Moderate Complexity (New Die) | 5-7 days | 10-14 days | 7-14 days | 5-7 days | 7-14 days | 5-8 weeks |
| Complex/Hollow Profile (New Die) | 7-10 days | 15-21 days | 10-21 days | 7-10 days | 10-14 days | 7-11 weeks |
| Repeat Order (Existing Die) | 1-3 days | N/A | N/A | 3-7 days | 5-10 days | 2-3 weeks |
| Rush Order (Existing Die) | 1 day | N/A | N/A | 2-3 days | 3-5 days | 1-2 weeks |
Notice the dramatic difference between new die projects and repeat orders. When your tooling already exists, you skip die fabrication and sample approval entirely—cutting lead time by 50% or more. This underscores why investing in quality dies upfront pays dividends on subsequent orders.
Several variables determine whether your project lands at the shorter or longer end of these ranges. According to industry sources, complex relief patterns, hairline details, and close tolerances take longer to fabricate than lighter designs. Beyond design complexity, these factors commonly impact aluminum extrusion supply timelines:
What causes delays:
How to compress your schedule:
When deadlines compress unexpectedly, expedited services offer a lifeline—at a price. Most manufacturers can accelerate timelines by prioritizing your order ahead of scheduled work, running extended shifts, or utilizing express shipping options.
According to Sinoextrud, for urgent orders, expedited services can reduce production timelines significantly. However, expect premium charges ranging from 15% to 50% depending on how aggressively you need to compress the schedule. Rush fees typically cover overtime labor, disrupted production sequencing, and expedited shipping costs.
Before paying rush premiums, explore alternatives. Can you accept a partial shipment while the remainder completes normally? Would simplifying your finishing requirements buy time? Sometimes splitting orders strategically costs less than expediting everything.
The distinction between first-time and repeat orders fundamentally changes your timeline expectations. New die projects require the full aluminum extrusion fabrication sequence: design review, die engineering, tooling fabrication, sample production, approval cycles, and finally production. Every phase consumes calendar time.
Repeat orders using existing tooling skip straight to production. Your die sits in the manufacturer's inventory, ready for installation. The only lead time factors are production scheduling, extrusion run time, finishing, and shipping. According to Lenwa Aluminum, simple designs with low quantities can complete in 2-4 weeks—and repeat orders fall squarely in this category.
This creates strategic planning opportunities. If you anticipate ongoing needs, your first order establishes the tooling investment while subsequent orders benefit from compressed timelines. Some manufacturers even offer die storage programs, maintaining your tooling ready for quick-turn reorders.
Experienced project managers work backwards from delivery deadlines rather than forward from order placement. Here's a practical framework for calculating when to initiate your short run extrusion project:
This calculation often reveals that complex first-time projects need 10-12 weeks of lead time when you account for realistic contingencies. Starting the conversation with potential suppliers earlier than you think necessary prevents deadline panic later.
With timeline expectations set realistically, you're better positioned to evaluate whether short run extrusion aligns with your project schedule—and which applications benefit most from this manufacturing approach.
Now you understand the process, costs, and timelines. But where does short run custom aluminum extrusion actually shine? Which industries consistently leverage limited quantity production—and why do they choose this path instead of committing to high-volume runs or settling for off-the-shelf alternatives?
The answer reveals something counterintuitive: short run production isn't just for companies that can't afford large orders. It's a strategic choice that delivers unique value across industries where flexibility, precision, and risk management matter more than rock-bottom per-piece pricing. Let's explore the sectors where aluminum extrusion projects in limited quantities make the most sense.
Product development rarely follows a straight line. Your initial design concept evolves through testing, customer feedback, and manufacturing reality checks. According to Minalex, their rapid prototyping approach covers evaluation and testing, problem identification, and material selection—all before committing to production volumes.
Prototype aluminum extrusions serve a critical function: they let you validate designs with real production-quality parts rather than 3D-printed approximations. An aluminum prototype made through actual extrusion behaves exactly like your eventual production parts. It has the same mechanical properties, accepts the same surface treatments, and integrates with mating components using real-world tolerances.
Why does this matter for your development timeline? Consider what happens when prototyping reveals problems. With short run extrusion, you modify your design, order a revised die, and receive updated parts within weeks. The total investment remains manageable because you're testing with 25-50 pieces rather than thousands. Compare this to discovering issues after committing to high-volume tooling—that's when redesigns become genuinely expensive.
Short run production enables market testing before committing to high-volume tooling investments. You can ship real products to early customers, gather feedback on form and function, and refine your aluminum frame or housing design based on actual usage data. This de-risks your eventual production investment substantially.
Some applications simply don't need thousands of identical parts. Industrial equipment manufacturers often require aluminum extrusion parts in quantities of 50-200 pieces for specialized machinery. Architectural projects demand unique extrusions for building-specific designs that will never repeat. These aren't low-volume orders due to budget constraints—they're limited quantities because the application itself is unique.
The following sectors consistently benefit from short run capabilities:
Each industry gravitates toward limited quantity extrusion for different reasons. Understanding these motivations helps you recognize when short run production might solve your specific challenges:
Design Iteration Flexibility: Product developers value the ability to refine designs across multiple prototype cycles without massive sunk costs. When your aluminum prototype reveals unexpected assembly issues or performance limitations, affordable iteration keeps projects moving forward rather than stalling in analysis paralysis.
Regulatory Compliance Needs: Aerospace, medical, and defense applications require certified materials and documented processes. According to Minalex, their AS9100 and ISO9001 certifications along with ITAR registration demonstrate the quality infrastructure supporting regulated industry requirements—even at short run quantities.
Unique Specification Requirements: When standard profiles simply cannot meet your engineering requirements, custom extrusion provides unique extrusions designed precisely for your application. The alternative—machining from billet or adapting unsuitable off-the-shelf shapes—often costs more and performs worse.
Market Validation Before Scale: Consumer product developers and startup teams use short run production to test market reception with real manufactured goods. According to American Douglas Metals, the process supports rapid prototyping with short lead times, enabling faster market entry. Proving demand with 200 units beats investing in 10,000-piece production runs that might sit in warehouses.
These applications share a common thread: the value delivered by custom profiles outweighs the per-piece cost premium of limited quantity production. When your project falls into one of these categories, short run extrusion isn't a compromise—it's the optimal manufacturing strategy.
Finding the right manufacturing partner becomes critical once you've determined that short run production fits your needs. Not every aluminum extrusion company handles limited quantities well, and the capabilities that matter most differ significantly from high-volume supplier evaluation criteria.
You've done the homework. You understand alloy trade-offs, process steps, timeline realities, and cost structures. Now comes the decision that determines whether all that preparation pays off: choosing the right custom aluminum extrusion manufacturers for your short run project. This choice matters more than most buyers realize—the wrong partner transforms a straightforward project into a frustrating experience of missed deadlines and quality compromises.
Not every aluminum extrusion company excels at limited quantity work. High-volume producers often treat short runs as nuisances that disrupt their efficient production flows. Meanwhile, specialized custom aluminum extrusion suppliers build their entire operations around flexibility and technical collaboration. Knowing how to distinguish between them protects your project from becoming someone's low-priority afterthought.
When wondering where to buy aluminum extrusion for limited quantities, start by evaluating capabilities that directly impact short run success. According to Inquivix Tech, your supplier's production capacity must align with your project scope and technical demands—and this alignment matters differently for short runs than for high-volume orders.
Here are the critical capabilities that separate competent short run partners from manufacturers who merely tolerate small orders:
Armed with evaluation criteria, you need specific questions that reveal whether a potential partner truly fits your project. According to Inquivix Tech, these ten areas deserve direct inquiry before committing to any custom aluminum extrusion companies:
About Materials and Minimums:
About Capabilities and Quality:
About Process and Support:
According to RPM Industries, reputable companies readily share this information, while those with questionable capabilities often deflect or provide vague responses. Use hesitation as a warning sign.
For short run economics, working directly with manufacturers rather than through distributors or trading companies offers tangible advantages. Factory-direct pricing eliminates middleman markups that compound quickly on lower-volume orders. More importantly, direct relationships provide access to engineering teams who understand your profile's production realities.
According to Ya Ji Aluminum, the best extrusion suppliers operate as an extension of your production team—from initial consultation through final shipment. This partnership mentality proves especially valuable for custom extrusions where design refinement and production optimization go hand-in-hand.
When evaluating potential partners, consider their complete service offering. Manufacturers like Shengxin Aluminium provide comprehensive deep processing and custom extrusion services that span die development, precision extrusion across multiple press capacities, CNC machining for secondary operations, and extensive surface treatment options. This integrated capability set means your project stays under one roof rather than bouncing between specialty vendors.
Not every supplier deserves your business. According to Inquivix Tech, certain warning signs indicate potential problems ahead:
You now have the knowledge to evaluate custom aluminum extrusion manufacturers effectively and the questions to separate capable partners from those who merely accept short run orders reluctantly. The path forward involves concrete action:
Prepare your design documentation: Gather CAD files, specify critical tolerances, define alloy preferences, and document surface finish requirements. Complete information accelerates quoting and demonstrates project seriousness.
Request quotes from multiple qualified suppliers: Compare not just pricing but also lead times, included services, and communication quality during the quoting process. The cheapest quote rarely represents the best value for custom extrusions.
Verify capabilities before committing: Request samples of similar work, check references from comparable projects, and confirm that certifications match your industry requirements.
Establish clear expectations: Document tolerance requirements, delivery schedules, and quality standards in writing before production begins. Misunderstandings caught early cost nothing; those discovered at delivery create expensive problems.
Short run custom aluminum extrusions represent a strategic manufacturing choice—not a compromise for those who can't afford high volumes. With the right partner, limited quantity production delivers the design freedom, material precision, and risk management that prototyping, specialty equipment, and custom applications demand. Your next project deserves a manufacturing partner who treats short runs as opportunities rather than inconveniences.
Minimum order quantities for custom aluminum extrusions vary significantly between manufacturers. Short run specialists often accept orders as low as 1-10 pieces for prototypes, while standard manufacturers may require 500-1,000 pounds minimum. Specialized suppliers like Shengxin Aluminium with flexible press capacities ranging from 600T to 5500T can accommodate various order sizes from prototypes through short run production of 100-500 pieces, making them ideal partners for limited quantity projects.
Custom aluminum extrusion costs include die tooling ($300-$5,000+ depending on complexity) and per-piece production charges. Solid profile dies typically cost $300-$800, while hollow dies range from $1,000-$3,000. Per-piece costs decrease as quantity increases since fixed setup costs spread across more units. Additional factors affecting pricing include alloy selection, surface treatments like anodizing ($1,200-$1,400 per metric ton), and secondary machining operations.
The 6061 vs 6063 choice involves a strength versus finish trade-off. Aluminum 6061 T6 offers higher tensile strength (≥42,000 psi) and superior machinability, making it ideal for structural components and machined parts. Aluminum 6063 T6 provides lower strength (≥28,000 psi) but excellent extrudability and superior surface finish for anodizing, making it preferred for architectural trim and decorative applications. For short runs, 6063 causes less die wear, potentially reducing per-piece tooling costs.
Lead times for custom aluminum extrusions typically range from 3-10 weeks for new die projects. Simple profiles require 3-5 weeks total, while complex hollow sections may take 7-11 weeks. This includes design review (3-10 days), die fabrication (7-21 days), sample approval (5-21 days), production (3-10 days), and finishing (5-14 days). Repeat orders using existing tooling can ship within 2-3 weeks since die fabrication is eliminated.
Short run custom aluminum extrusions serve industries requiring design flexibility and limited quantities. Key sectors include product development for prototyping and market testing, aerospace for specialized structural components, medical devices for custom equipment housings, architectural applications for building-specific profiles, and specialty industrial equipment manufacturing. These industries value custom profiles for regulatory compliance, unique specifications, and the ability to validate designs before committing to high-volume production investments.




 serviço on-line
serviço on-line 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 português
português English
English français
français Deutsch
Deutsch русский
русский español
español العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська










