


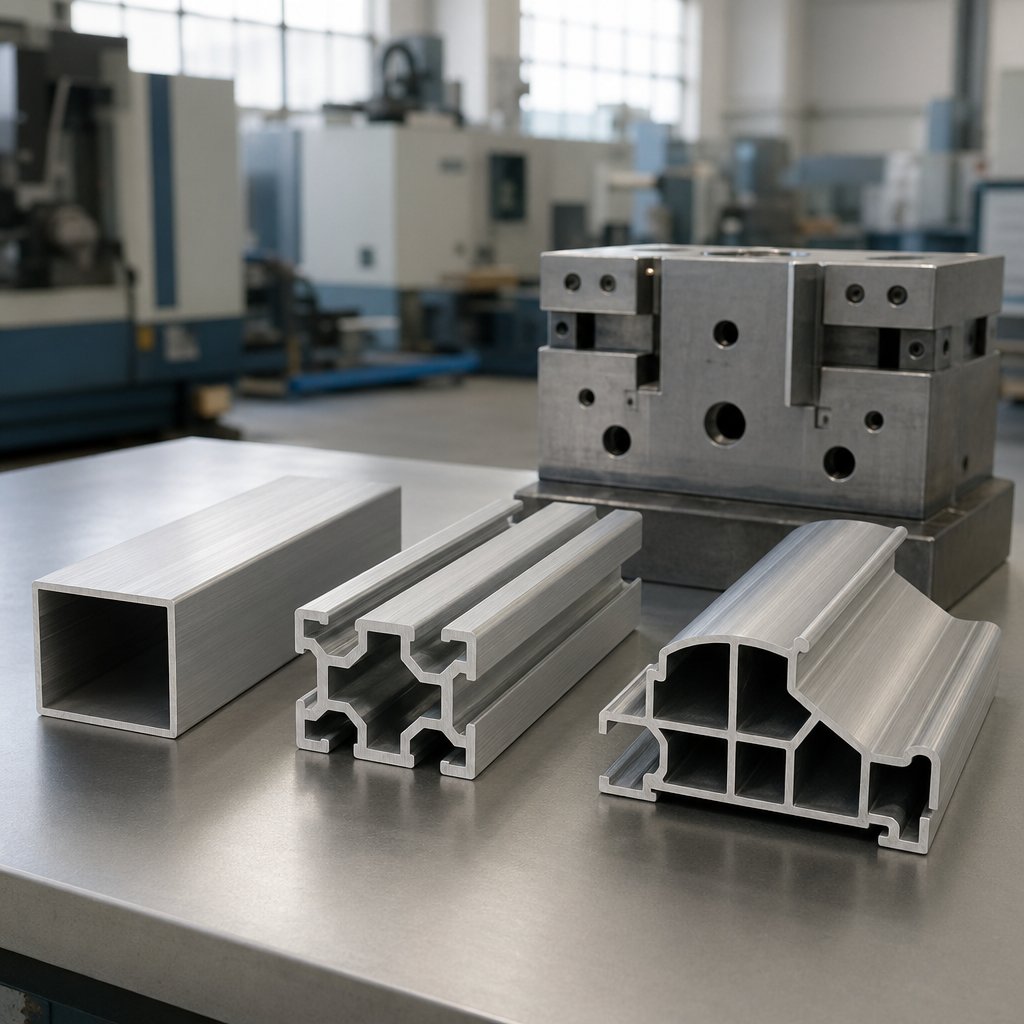
If a project needs more than a basic angle, tube, or channel, a custom aluminum profile enters the picture. In simple terms, it is an extrusion designed around a specific cross-section instead of a pre-made catalog shape. That difference matters early, because geometry influences fit, assembly method, weight, finish quality, and even how easy the part is to source.
A custom aluminum profile is an extruded aluminum cross-section made for a defined application, created by pushing heated aluminum billet through a die that matches the required shape.
Industry terminology from the AEC glossary defines extrusion as forcing a billet through a die under pressure. In practice, buyers use custom sections when a standard aluminum profile cannot deliver the exact mounting details, voids, wall layout, or visual lines a product needs. Common uses include facades, trims, electrical or electronic enclosures, machine guards, and structural members.
Stock shapes are standardized and easier to source fast. Custom aluminum extrusion profiles are tailored. Guidance from Eleanor Aluminium highlights the core tradeoff: standard sections favor quick availability and lower setup commitment, while custom geometry gives more design freedom. That makes one aluminum profile type ideal for general framing, and another better for integrated fastening, cleaner appearance, or fewer assembled parts. Many aluminum profiles look similar at first glance, but the right profile type can remove brackets, covers, or machining later.
Key takeaway: custom geometry can improve fit, reduce part count, trim weight, and create a cleaner finished look.
Those basics make the later choices easier to evaluate, because the best profile is rarely just about shape alone.
Shape matters, but the buying path often decides whether a project stays agile or gets locked into tooling too soon. For many custom aluminum extrusions, the real question is less about possibility and more about commitment. A stock section, an existing die, and a fully custom aluminum profile can all reach production, but they do not offer the same balance of flexibility, lead time, and design control.
Stock shapes are the practical starting point when a common channel, angle, tube, or other catalog section can do the job with only light fabrication. They keep setup simple and reduce early risk. Moving away from stock makes sense when standard extrusion profiles force too many compromises in fit, appearance, or assembly. Buyers usually feel that tradeoff first in three places: upfront tooling commitment, schedule exposure, and how much freedom remains to refine the design later.
| Path | Typical use cases | Setup implications | Customization level | Most economical when |
|---|---|---|---|---|
| Stock shape | Basic framing, supports, simple guards, noncritical trims | No new die work, fastest starting point, but may require more drilling, brackets, or machining later | Low | Function is simple, demand is uncertain, or the design can adapt to standard geometry |
| Existing die | Close-match sections, speed-sensitive launches, pilot runs | Supplier must confirm die availability and fit; avoids new tool development but limits geometry freedom | Medium | Small compromises are acceptable and avoiding new tooling matters more than perfect optimization |
| New custom die | Visible parts, integrated features, lightweight structural sections, part consolidation | Requires die development, sample validation, approval, and more schedule coordination | High | The cross-section itself creates lasting value through fit, appearance, or lower assembly effort |
The schedule gap can be meaningful. A lead-time guide notes that small, simple profiles using existing tooling may move in about 4 to 8 weeks, while average custom extrusions often run 6 to 12 weeks after tooling approval. New tooling and complex sections can stretch to 10 to 14+ weeks, and tooling changes may add roughly 2 to 6 more weeks before full production. Plant backlog, finishing, order size, material availability, and customer approvals can shift that window further.
An existing die is often the smartest middle ground. If a custom extruded aluminum part can tolerate a slight change in wall layout, corner detail, or overall envelope, reusing available tooling can shorten lead time and reduce upfront commitment. This route works well for early programs, low-volume launches, or designs that still need market feedback before the geometry is frozen.
For buyers planning a custom extrusion aluminum program, a new die earns its place when geometry itself solves problems. Think integrated mounting features, cleaner visible surfaces, enclosed spaces, or a profile that replaces several brackets and fasteners. That is where custom extrusions often become the better value, even with a longer approval path.
The die choice sets the commercial logic early. The material choice still decides whether that shape delivers the finish quality, strength, and fabrication behavior the application expects.
A promising cross-section can still become the wrong part if the alloy fights the finish or the temper creates fabrication headaches. For a custom aluminum profile, material choice affects not just strength, but also surface quality, dimensional behavior, and how easily custom aluminum products move through machining, welding, and finishing.
In the 6000 series, the tradeoff is fairly consistent. The Kimsen alloy guide notes that as mechanical properties rise, surface appearance can decline and extrudability can become less forgiving. That is why architectural aluminum extrusions often lean toward 6063, while heavier-duty members may shift toward 6005 or 6061.
| Alloy | Strength trend | Surface quality | Fabrication and extrusion behavior | Typical application fit |
|---|---|---|---|---|
| 6063 | Medium | Very good | Good extrudability and strong finish potential, including bright-dip anodizing | Window and door frames, tubing, heat sinks, visible trim |
| 6005 | High | Good | Good extrudability with a better strength-appearance balance than 6061 in many cases | Structural members where load capacity matters but appearance still counts |
| 6061 | High | Fair | Fair extrudability, highly weldable, and commonly used where post-processing is important | Machined industrial components, welded members, many aluminium extrusion parts |
One practical detail shows why this matters so early. Kimsen notes that 6063 can allow walls about 25 to 35 percent thinner than 6061. For visible trims, light frames, and other extruded aluminium profiles, that can support cleaner lines without defaulting to a stronger grade.
Temper describes how the alloy was cooled and aged after extrusion. The Engineering Express temper note lists 6063-T5 at 27 ksi ultimate tensile strength and 21 ksi yield, while 6063-T6 increases to 35 ksi ultimate and 31 ksi yield. That extra strength helps in load-bearing sections, but T6 relies on solution heat treatment and quenching, which can add residual stress and distortion risk. T5 typically offers better dimensional stability and is often easier for complex or thin-wall shapes.
The best alloy is not always the strongest one. Finish quality, distortion risk, and post-processing can matter just as much.
In practice, 6063 is a common fit for finish-driven work, including bright-dip anodized trim and other extruded aluminium profiles. 6061 suits many welded or machined aluminium extrusion parts where strength and corrosion resistance carry more weight than cosmetics. 6005 sits between them, offering high strength with better surface appearance and extrudability than 6061 in many applications. In high-performance aluminum extrusions industrial applications, that middle ground can be especially valuable.
Even a well-chosen alloy-temper pair has limits. Wall balance, radii, hollows, and unsupported details still decide whether the design is easy to extrude or costly to force into production.
Material choice sets the profile's potential, but geometry decides whether the press can make it cleanly and repeatably. In custom extrusion design, many cost problems start long before steel is cut for the AEC design tips and the DFM guide point to the same pattern: balanced sections, smoother transitions, and fewer non-functional details usually lead to better yield and fewer surprises in production.
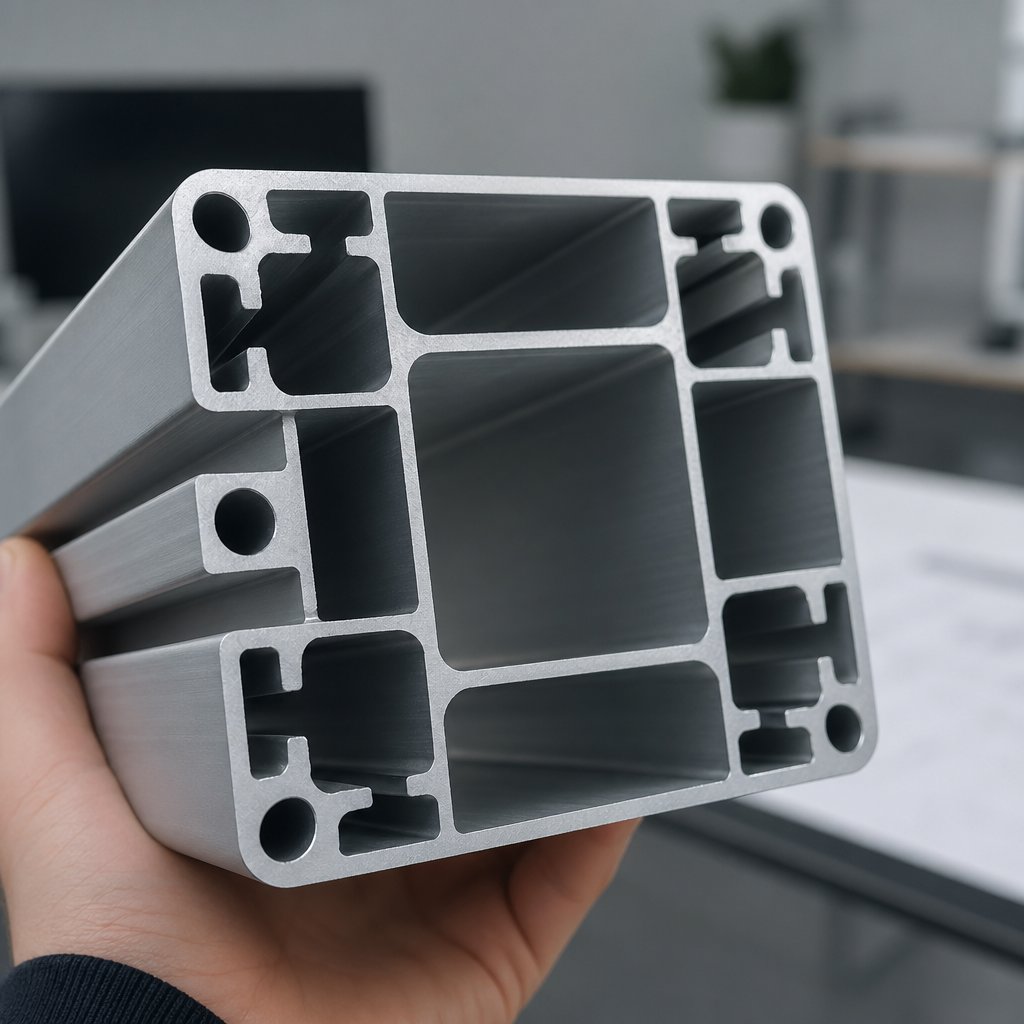
The easiest extruded shapes are balanced. For aluminum extrusion shapes, symmetry helps metal flow more evenly through the die, which lowers the chance of twist, bow, and visible streaking. That matters even more in hollow and semi-hollow sections. AEC notes that symmetrical voids reduce the chance of die tongue breakage, while the DFM guidance ties symmetry to lower tongue stress, better flow balance, and more stable straightness.
Wall thickness deserves the most attention. Thick and thin zones do not move through the die at the same speed. The result can be distortion, surface defects, or slower run rates. The DFM guide uses a wall-variation starting point of about 2:1 across a section, and AEC warns that abrupt thick-thin junctions can damage surface quality and increase die risk. In practice, extruded aluminum shapes behave better when local thickening is blended gradually with pads, fillets, and tapered transitions instead of abrupt heavy islands.
Some features look efficient in CAD and become expensive in the press. Deep narrow grooves, razor-like fins, multi-level recesses, and multiple separate hollows all force uneven flow paths. Solid profiles are usually the simplest to run. Semi-hollows are harder. Fully hollow profiles need more complex tooling and tighter control. Wide, thin faces can also be troublesome because they are harder to straighten after extrusion, which is why ribs and webs are often used to improve flatness and reduce twisting without adding a heavy wall.
Corner treatment matters too. AEC recommends avoiding knife edges and using rounded transitions, with inside corners starting around 0.015 in and outside corners around 0.020 in as design guidelines. The DFM guide similarly favors internal fillets of roughly 0.5 to 1.0 mm or more where space allows. The exact number still depends on the profile, alloy, and press capability, but the principle is consistent: generous radii reduce local die stress, improve surface consistency, and lower scrap risk.
Simplifying a section does not mean giving up the advantages of a custom aluminum profile. A cleaner cross-section can still integrate mounting, alignment, and stiffness while improving repeatability and reducing rework. The real gain comes from keeping only the features that belong in the extrusion and moving ultra-local or non-continuous details into light drilling, punching, or machining. That line becomes critical when the drawing starts assigning tight dimensions, because not every important feature should be controlled the same way in the extrusion itself.
Geometry may be feasible on paper and still become expensive if the tolerance strategy is unrealistic. For custom extruded aluminum profiles, the smartest approach is usually selective control, not blanket-tight dimensions everywhere. Extrusion is excellent at producing a repeatable cross-section, but some features are naturally better held in later fabrication. Knowing that difference helps buyers reduce fit-up risk, avoid unnecessary inspection, and get cleaner quotes.
Tight tolerances are not typical for extrusion as a process, and the achievable result depends on wall thickness, dimension size and location, profile type, alloy, cross-section shape, and part application. Typical guidance in EngineersEdge lists angular tolerance at about +/-1 to 2 degrees, flatness at +/-0.004 in per inch of width, twist at about 0.5 degrees per foot, straightness at 0.0125 in per foot, and wall thickness at roughly +/-10 percent. Those are useful starting points, not a universal guarantee for every profile. When a drawing ignores that, the result is usually higher scrap, slower quoting, and more arguments at inspection.
Straightness and dimensional stability change with section balance. Long, thin, asymmetrical, semi-hollow, and hollow shapes are more likely to move during quench, handling, and stretch straightening. Across larger aluminum extrusion sizes, even small bow or twist can create assembly trouble if the part must slide, seal, or align over distance. It helps to mark where straightness actually matters, such as mounting pads, gasket lands, or mating faces. The same logic applies to an extruded aluminum profile that will be cut into short pieces later. Often, the final use length is the dimension that deserves the tightest control, not the entire bar from press run-out.
| Feature or requirement | Usually suitable for extrusion alone | Often better after extrusion | Why |
|---|---|---|---|
| Cross-section geometry | Overall width, height, wall layout, continuous ribs, slots, and radii | Local pockets, threads, non-continuous details | Extrusion makes a constant shape well, but local features need discrete cutting or forming |
| Openings and holes | Voids and channels that run the full profile length | Cross holes, end holes, punch patterns | These features do not exist continuously in the die opening |
| Length and end features | Standard cut lengths and basic saw cuts | Mitering, precision end prep, exact hole-to-end relationships | Secondary sawing or machining controls individual ends better |
| Edge condition | Normal as-extruded edges and surfaces | Deburring after sawing or punching | Burr removal happens after the profile is cut or pierced |
| Form | Straight bars within normal process capability | Bending, formed corners, highly localized correction | Shape changes after extrusion need separate forming steps |
When only a few features are truly critical, secondary work is often the cheaper and more stable path. Common post-extrusion operations include sawing, deburring, punching, mitering, and CNC fabrication, as outlined in this post-extrusion operations reference. For many custom extruded profiles, it makes more sense to extrude the stable metal shape first, then machine hole locations, sealing faces, or threaded interfaces only where function demands it.
A print that separates true extrusion requirements from machining requirements is easier to review, easier to price, and easier to validate. That distinction becomes even more important when the design moves into die review, sampling, and production approval.
A realistic print does not move straight from quote to full output. For a custom aluminum profile, much of the schedule is spent proving that the section can run consistently, hold the needed dimensions, and survive downstream work. In global sourcing language, the extrusion of aluminium is the same workflow many U.S. buyers simply call aluminum extrusion, and the approval path is where that workflow becomes predictable instead of risky.
Process windows vary by alloy and press, but Gemini and Pennex place billet heating roughly in the 370-500 C range, with ram force reaching up to 15,000 tons. That heat makes the billet plastic enough to flow. The pressure shapes it. Quenching, by air or water, starts controlling final properties as the profile leaves the die. Pennex also notes that extrusions are then stretched to remove twist and bow, cut to length, and aged from a T4 condition toward T5 or T6. Some supplier pages use the shorthand aluminum extrude for the press step, but quality is shaped just as much by cooling rate, straightening, and aging as by the moment metal exits the die.
Strong suppliers do not approve a job because one piece looks close. Aluphant describes flow simulation, trial extrusions, and process logging before full release, including checks on billet temperature, die temperature, speed, and pressure. Any capable aluminum extruder should be able to explain those controls clearly. Experienced custom aluminum extruders also keep die numbers, batch records, and inspection results traceable, so later issues can be tied to a specific run instead of guessed at.
The approval path is not administrative drag. It is the quality-control system that confirms the die, process settings, and part behavior are ready for repeatable production.
That repeatability shows up most clearly on the surface. Minor flow lines, handling marks, or alloy-related cosmetic limits may look manageable before finishing, then become obvious after anodizing or coating.

For a custom aluminum profile, finish is not a last-minute styling choice. It changes what buyers should expect from the surface, the edges, and even the alloy-processing combination behind the part. Minor die lines or handling marks that seem acceptable in mill finish can stand out after anodizing, coating, brushing, or polishing. The Hydro surface quality manual makes that point clearly: surface quality depends on die condition, profile design, production conditions, and alloy choice, and some process-related extrusion lines are part of the normal extrusion appearance. That matters even more on a visible aluminium extruded profile.
An anodized aluminum extrusion keeps the metallic character of aluminum because anodizing converts the surface into a stable oxide layer. The Can Art finish guide highlights why it is common on architectural work: strong UV stability, strong wear resistance, and AAMA 611 as the typical architectural specification. Powder coating works differently. It applies a dry coating layer, which opens up much broader color and gloss choices and commonly ties to AAMA 2603, 2604, or 2605. That added film can slightly soften very fine edge definition, so crisp decorative details should be reviewed early. Brushing and polishing raise the stakes further, because they draw attention to grain direction, flatness, and any inconsistency on wide visible faces.
| Finish route | Appearance priority | Durability goal | Design implications |
|---|---|---|---|
| Anodizing | Natural metallic look, clean edge definition, consistent sheen | Strong UV stability, strong abrasion resistance, reliable outdoor performance | Surface lines remain visible, so show faces, radii, and alloy-process consistency matter |
| Powder coating | Wide color, gloss, and texture flexibility | Good corrosion resistance with proper pretreatment; UV performance depends on resin chemistry | Film build can mute tiny edge details; visible faces and coating access should be considered |
| Brushing | Directional satin grain | Mainly appearance-driven unless paired with another protective finish | Long faces, grain direction, and scratch control need planning because defects can telegraph through |
| Polishing | Bright, reflective surface | Mainly appearance-driven unless protected in service | Reflective surfaces exaggerate waviness, die lines, and handling marks, so simple visible geometry helps |
For facade parts and extruded aluminum trim, anodized extruded aluminum is often the better fit when the goal is a durable metal appearance that stays stable outdoors. Powder coating makes more sense when matching a brand color, texture, or design palette matters most. In both cases, custom aluminium profiles benefit from clearly identified show surfaces before the die is finalized, because no finish can fully erase weak surface planning.
A useful rule is simple. Choose anodizing when you want aluminum itself to remain the finish. Choose powder coating when color freedom carries more weight than exposed metal character. Use brushing or polishing only with realistic expectations about visible surface variation. If you want to compare finish-ready options and application breadth, these resources are useful starting points:
Those finish calls should appear in the RFQ from the start. They affect how suppliers review capability, quote lead time, and judge whether the requested surface is realistic before production begins.
Finish decisions only pay off when they are written into the buying package clearly. For a custom aluminum profile, the RFQ is where appearance, tolerances, alloy, and volume stop being ideas and start becoming comparable supplier inputs. If you are deciding where to buy aluminum extrusion, a tighter RFQ usually helps more than collecting more quotes.
A recent lead-time guide places many custom programs at about 6 to 12 weeks after tooling approval. Simple work with existing tooling can be faster, while new complex dies can stretch longer. That makes clean RFQ inputs essential.
The quote logic in this pricing guide breaks cost into billet, profile size and weight, tooling, processing, finishing, logistics, and volume. That framework is useful when comparing custom aluminum extrusion companies because it shows why similar-looking profiles can price very differently.
| Supplier or resource | Capability fit | Quality communication | Lead-time transparency | Finishing support |
|---|---|---|---|---|
| Shengxin Aluminium | Catalog is useful for comparing architectural and industrial profile scope; confirm project-specific fit in the RFQ | Look for clear answers on alloy, finish, and application limits | Request separate timing for tooling, samples, and production | Useful reference for finish-ready options, including anodized applications |
| Any shortlisted aluminum profile manufacturer | Can they run your section, alloy, tolerances, and post-processing route? | Do they identify risks, inspection methods, and critical features without being pushed? | Do they break out die time, press schedule, finishing, and shipment? | Can they support the surface quality your part actually needs? |
When you review replies from a custom aluminum extrusion manufacturer, detail matters more than polished sales language. Strong custom aluminum extrusions suppliers usually return a structured quote, flag geometry concerns early, and state what is included versus assumed. That is the fastest way to separate capable partners from quote-only shops. If you are screening custom aluminum extrusion companies, these starting points can help:
A good RFQ does not force suppliers to guess. It gives them enough structure to quote honestly, and gives you a much better basis for choosing among custom aluminum extrusion companies with confidence.
A custom aluminum profile is an extrusion made to a project-specific cross-section rather than a standard catalog shape. The main value is that the shape itself can solve functional problems by building in channels, mounting points, enclosed voids, alignment features, or cleaner visible lines. That often helps reduce part count, simplify assembly, and improve the final appearance.
Start with stock shapes when a common angle, tube, or channel can meet the job with only minor fabrication. An existing die is a smart middle option when your design can accept a close match and you want to avoid fresh tooling. A fully custom aluminum profile makes the most sense when the cross-section creates real long-term value, such as integrating fastening details, improving aesthetics, lowering assembly effort, or replacing multiple parts with one extrusion.
The best choice depends on what matters most in service. For finish-driven and architectural work, 6063 is often preferred because it usually delivers a cleaner surface and strong anodizing results. For machined or welded components, 6061 is commonly chosen because of its strength and fabrication fit. Mid-range 6005-series options can balance strength and appearance. Temper matters too. T5 is often favored when dimensional stability and extrusion ease matter, while T6 is typically selected when higher strength is worth the added processing demands.
Finish choice should be decided early because it changes what the surface needs to look like before production starts. Anodizing keeps the metallic look of aluminum, so die lines, handling marks, and show surfaces need careful planning. Powder coating offers more color and texture freedom, but the coating film can slightly soften very fine edge definition. If appearance is critical, mark visible faces in the drawing and confirm finish capability with suppliers. Reviewing finish-ready references, such as the Shengxin Aluminium product catalog, can also help buyers compare practical profile and surface options before locking the design.
A strong RFQ should include 3D CAD files, a revision-controlled cross-section drawing, alloy, temper, finish, cut length, annual volume, target lead time, and any secondary operations such as drilling or machining. For tolerances, avoid tightening every dimension equally. Call out only the features that directly affect fit, sealing, alignment, or appearance, and leave hole patterns, threads, and highly localized details to downstream machining when possible. When comparing custom aluminum extrusion companies, look for clear answers on tooling scope, finish support, sample approval, and production timing rather than focusing on price alone.




 serviço on-line
serviço on-line 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 português
português English
English français
français Deutsch
Deutsch русский
русский español
español العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська










