


When you need aluminum components with precise shapes tailored to your exact specifications, custom aluminum extrusions offer the perfect solution. But what exactly does this manufacturing process involve, and why has California emerged as a strategic center for this industry?
Custom aluminum extrusions are precisely shaped aluminum profiles created by forcing heated aluminum through a specially designed die. Unlike standard stock profiles that use pre-existing dies with common shapes, custom extrusions utilize dies specifically engineered for your unique requirements. This distinction matters because custom dies allow for complex geometries, intricate features, and tight tolerances that standard options simply cannot achieve.
Imagine squeezing toothpaste through a shaped nozzle—that's essentially what happens during aluminum extrusion, just at industrial scale with heated metal. Here's how it works: solid aluminum billets are heated to approximately 800-925°F until they become malleable. A hydraulic ram then pushes this softened aluminum through a steel die containing the desired cross-sectional shape.
Understanding the meaning of extrusion helps clarify why this process is so valuable. The resulting profiles emerge as continuous lengths—typically 8 to 24 feet—matching the die's exact pattern. These extruded aluminum shapes can be solid, hollow, or semi-hollow, ranging from simple angles to highly complex designs with multiple cavities.
After extrusion, profiles undergo heat treatment to enhance their strength properties. They can then receive various surface finishes and fabrication operations like cutting, drilling, or machining to achieve final specifications.
California's position as an aluminum manufacturing hub isn't accidental. According to IBISWorld, the state's aluminum manufacturing industry ranks among the highest revenue generators, contributing approximately 3.1% to the state's GDP. This concentration of expertise creates advantages for buyers seeking custom solutions.
Bay area aluminum suppliers and manufacturers throughout the state benefit from proximity to major industries requiring specialized profiles. Shorter shipping distances mean faster delivery times and reduced logistics costs. Local partnerships also enable easier facility visits and more responsive technical support throughout your project.
The following industries rely heavily on custom aluminum extrusions throughout California:
For first-time buyers, the key question is often whether you truly need custom extrusions or if standard profiles will suffice. Standard aluminum extrusions offer cost advantages through pre-existing dies and mass production economies. However, when your application demands specific shapes, integrated features like slots and channels, or dimensions that stock profiles cannot provide, custom aluminum extrusions become the clear choice—delivering design flexibility that transforms how your final product performs.
Selecting the right aluminum alloy for your custom extrusion project can feel overwhelming at first. With dozens of alloy options available, how do you determine which one will deliver the performance your application demands? The answer lies in understanding the unique characteristics of each alloy—and matching those properties to your specific requirements.
For custom aluminum extrusions in California, two alloys dominate the conversation: 6061 aluminum and 6063 aluminum. Both belong to the 6000 series, which combines aluminum with magnesium and silicon for excellent extrudability and heat-treatability. However, their differences can significantly impact your project's success.
Before diving into specifications, let's address a fundamental question: what is tensile strength, and why does it matter for your extrusion project? Tensile strength measures the maximum stress a material can withstand while being stretched before breaking. Think of it as the ultimate indicator of how much pulling force your aluminum profile can handle before failure occurs.
What is ultimate tensile strength in practical terms? It determines whether your extruded component will maintain structural integrity under load. For structural applications like machinery frames or aerospace components, higher tensile strength translates directly to greater durability and safety margins.
According to Wellste's comprehensive alloy comparison, 6061 aluminum in the T6 temper achieves a tensile strength of approximately 310 MPa, while 6063 T6 reaches around 241 MPa. This 29% difference in tensile breaking strength makes 6061 the clear choice for high-stress applications.
Here's a detailed comparison to guide your decision:
| Property | 6061 Aluminum (T6) | 6063 Aluminum (T6) | Which Performs Better |
|---|---|---|---|
| Tensile Strength | 310 MPa (45,000 psi) | 241 MPa (35,000 psi) | 6061 |
| Yield Strength | 276 MPa | 214 MPa | 6061 |
| Brinell Hardness | 95 | 73 | 6061 |
| Formability/Extrudability | Good | Excellent | 6063 |
| Corrosion Resistance | Good | Good | Similar |
| Weldability | Good | Excellent | 6063 |
| Surface Finish Quality | Good | Superior | 6063 |
| Thermal Conductivity | 170 W/m-K | 200 W/m-K | 6063 |
| Typical Applications | Structural, aerospace, machinery | Architectural, decorative, heat sinks | Application-dependent |
| Relative Cost | Higher | Lower | 6063 |
So when should you choose each alloy? The decision ultimately comes down to prioritizing your project's most critical requirements.
Choose 6061 aluminum when your project requires:
Choose 6063 aluminum when your project prioritizes:
Cost considerations also play a significant role. Because 6063 is more common and easier to extrude, it typically costs less than 6061. The difference in extrusion speed and die wear between these alloys affects manufacturing economics—savings that get passed along to buyers.
If you're still uncertain, consider consulting industry standards for your specific product type. Many industries have established material requirements that specify the most suitable aluminum grades. Additionally, experienced extrusion manufacturers can recommend appropriate alloys based on your application details, helping you balance performance requirements against budget constraints.
Understanding these alloy differences positions you to make informed decisions before moving into the next critical phase: custom die design and development.
You've selected your aluminum alloy—now comes the step that truly defines your custom aluminum extrusion project: die design and development. This phase transforms your concept into a precision tool capable of producing consistent, high-quality profiles. Yet for many first-time buyers, this process remains mysterious. What exactly happens behind the scenes, and what do you need to prepare?
The die serves as the heart of any custom aluminum extrusion operation. This specialized steel tool contains the exact cross-sectional shape of your desired profile. When heated aluminum is forced through under immense hydraulic pressure, it emerges matching the die's precise pattern. The quality of your die directly determines the dimensional accuracy, surface finish, and overall consistency of every profile produced.
Creating a custom extrusion die involves sophisticated engineering and precision manufacturing. According to industry practices outlined by Star Extruded Shapes, the process begins with designing the desired profile shape using specialized software such as AutoCAD or SolidWorks. These digital models enable faster quoting, streamlined prototyping, and reduced time to market.
Here's what the typical journey from initial inquiry to die approval looks like:
Profile complexity directly influences die costs. Simple solid shapes with uniform wall thicknesses require less intricate tooling than hollow profiles with multiple internal chambers. For reference, standard modular framing systems like 8020 extrusion profiles feature relatively straightforward geometries, while custom aluminum extrusion profiles with integrated channels, snap-fit features, or thin walls demand more sophisticated—and expensive—dies.
Walking into the ordering process prepared saves time and prevents costly revisions. Here's what experienced manufacturers need from you:
Wondering about precision capabilities? Custom extrusions can achieve impressive accuracy. Standard tolerances follow industry guidelines established by the Aluminum Extruders Council, but precision extrusions with CNC post-processing can hold tolerances as tight as ±0.005" on critical features.
What about testing your design first? Prototype aluminum extrusions offer a smart approach for validating concepts before committing to full production runs. Many manufacturers support low-volume capabilities ranging from single pieces to several thousand units—ideal for design verification, market testing, or applications requiring limited quantities. According to Hupperten Engineering, prototyping options include CNC billet machining, castings, and rapid prototyping methods alongside traditional small-batch extrusions.
This flexibility means you can test fit, form, and function with actual extruded samples rather than relying solely on digital simulations. While prototype aluminum extrusions may carry higher per-piece costs than production volumes, the investment often pays for itself by catching design issues early—before you've committed to expensive tooling or large inventory.
With your die developed and samples approved, attention naturally turns to how your profiles will look and perform over their service life. That's where surface finishing options become essential considerations.
Your custom aluminum extrusion profile is perfectly shaped—but the journey isn't complete yet. The surface finish you select determines not only how your profile looks but also how it performs over years of service. Whether you're creating architectural aluminum trim for a coastal building or precision components for industrial equipment, understanding your finishing options helps you make decisions that pay dividends long after installation.
Surface treatments protect against corrosion, enhance aesthetics, and can even improve functional properties like heat dissipation or electrical insulation. Let's explore the primary finishing methods available for custom aluminum extrusions and when each makes the most sense for your project.
What is anodized aluminum exactly? Unlike paint or powder coating that applies a layer on top of the metal, anodizing transforms the aluminum surface itself through an electrochemical process. According to RapidDirect, technicians submerge the aluminum in an electrolyte bath and run an electric current through it, using the aluminum as the anode. This process thickens the naturally occurring oxide layer, creating a surface that's two to three times harder than untreated aluminum.
The result? Anodized aluminum material bonds permanently to the base metal—it won't chip, peel, or flake like conventional coatings. This makes anodized metal exceptionally durable for applications where longevity matters.
Three types of anodizing processes serve different needs:
What about colors? The porous surface created during Type II anodizing readily accepts dyes, opening up a rainbow of possibilities. Common anodized aluminum colors include black, bronze, gold, red, blue, and green. The alu anodized finish you choose depends on both aesthetic preferences and practical considerations—darker colors like black absorb more heat, making them popular for cookware, while lighter shades reflect light effectively for architectural elements.
Keep in mind that color matching across batches can be challenging. Factors like aluminum alloy grade, surface finish before anodizing, and dye concentration all influence the final appearance. For critical color consistency, work with your manufacturer to establish acceptable variation ranges upfront.
While anodizing excels in many applications, alternative coating methods offer distinct advantages worth considering.
Powder Coating applies a dry powder electrostatically, then cures it in an oven to form a uniform, solid layer. According to Gabrian, powder coating offers vibrant colors and unique textures that resist fading even when exposed to the elements. It's commonly used for outdoor equipment, household appliances, and automotive parts. The process uses no solvents, making it an environmentally friendly choice.
PVDF Coating (Polyvinylidene Fluoride) represents the premium choice for long-term weather resistance. As detailed by Ya Ji Aluminum, PVDF coatings form a molecularly bonded film that resists UV radiation, preventing color fading, chalking, and gloss degradation over time. Well-applied PVDF systems can last over 25 years with minimal appearance change—making them ideal for architectural facades, curtain walls, and high-exposure installations where edge trim and other visible components must maintain their appearance decade after decade.
PVDF coatings also resist a wide range of acids, solvents, and alkalis, performing exceptionally in coastal and industrial zones where salt spray and airborne pollutants accelerate surface degradation.
Here's a comprehensive comparison to guide your finishing decision:
| Finishing Method | Durability | Relative Cost | Appearance Options | Best Applications |
|---|---|---|---|---|
| Type II Anodizing | Excellent (10-20+ years) | Moderate | Wide color range; metallic appearance preserved | Architectural elements, electronics, consumer products |
| Type III Hardcoat Anodizing | Superior (extremely wear-resistant) | Higher | Limited to black and bronze; matte finish | Industrial components, military, aerospace |
| Powder Coating | Very Good (5-15 years) | Lower | Unlimited colors; various textures available | Outdoor furniture, appliances, automotive parts |
| PVDF Coating | Excellent (20-30+ years) | Highest | Wide RAL colors; matte to satin finishes | Building facades, curtain walls, marine installations |
| Clear Anodizing | Excellent | Lower | Natural aluminum appearance | Decorative trim, industrial equipment |
When should you choose each finish? Consider these guidelines:
Environmental exposure plays a critical role in finish selection. Profiles installed in marine environments face salt spray corrosion that demands PVDF or marine-grade anodizing. Interior applications with controlled conditions may perform well with standard powder coating. Industrial settings with chemical exposure require finishes specifically resistant to the compounds present.
Many California manufacturers offer specialized treatments beyond these primary options, including micro-arc oxidation for enhanced hardness and electrophoretic coating for automotive applications. Discussing your specific environmental conditions and performance requirements with your extrusion partner ensures you select the optimal finish for your project's demands.
With surface finishing options clarified, the next consideration becomes understanding which profile types best suit your application—and when custom shapes outperform standard stock options.
Ever walked through a hardware store and noticed the variety of aluminum shapes lining the shelves? Those standard profiles—channels, angles, and tubes—represent just a fraction of what's possible with aluminum extrusions. Understanding these common shapes and their applications helps you determine whether stock options meet your needs or whether custom profiles will deliver better results.
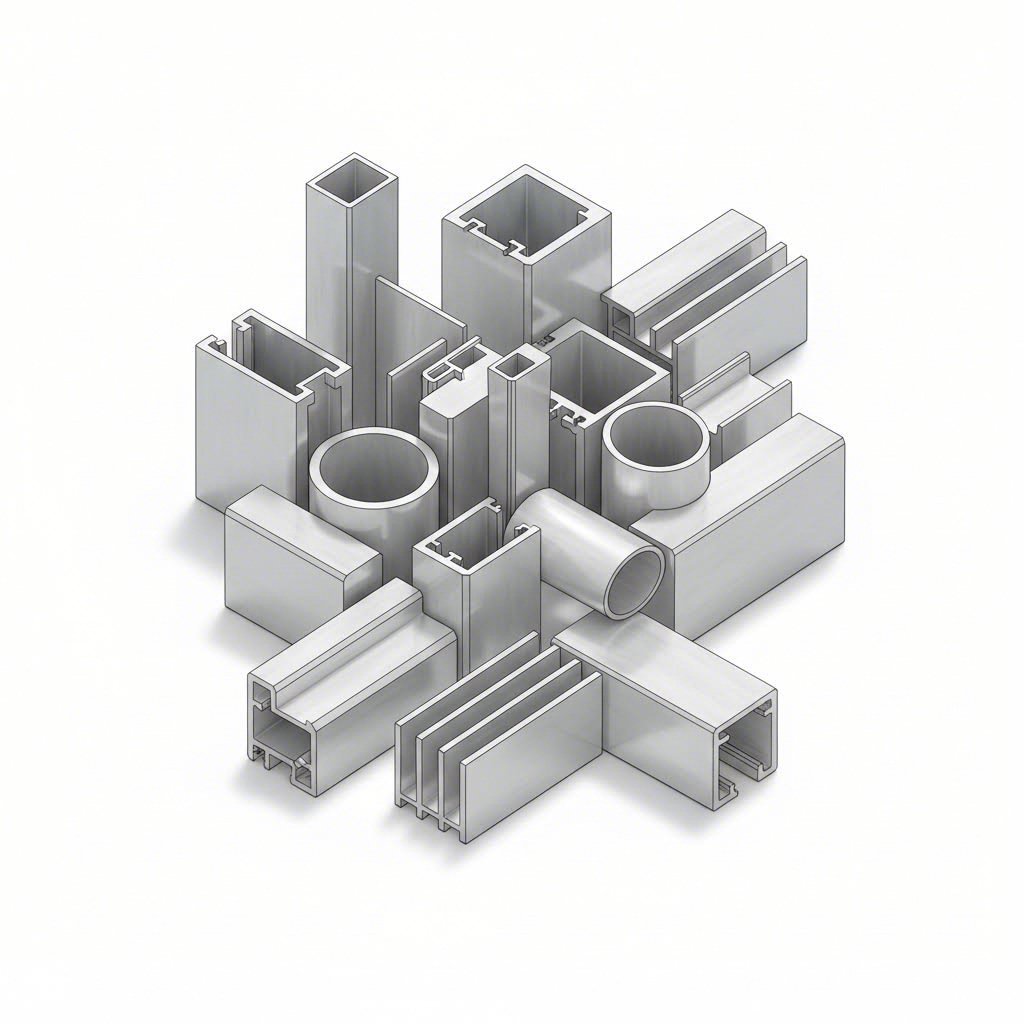
Aluminum profiles fall into three broad categories based on their cross-sectional geometry. Each category serves distinct purposes across industries ranging from construction to electronics. Let's explore what makes each type valuable—and when you might need something beyond the catalog.
According to Orange Aluminum, the extrusion process creates long, continuous profiles with uniform cross-sections, allowing precise adjustments in thickness, surface texture, and alloy composition. Here's how the main profile categories break down:
Structural Profiles (Angles and Channels)
Tubular Profiles (Round, Square, and Rectangular)
Specialty Profiles
Stock profiles solve many challenges—but they have inherent limitations. When does investing in custom aluminum extrusion make more sense than fabricating solutions from standard shapes?
Consider custom profiles when:
Here's a practical example: imagine you're building enclosures for outdoor electronics. Using stock aluminum channel plus separate mounting brackets plus weatherproofing trim creates multiple potential failure points and increases assembly labor. A custom profile integrating the mounting system, drainage channels, and gasket grooves into one extrusion delivers a more reliable product with faster assembly.
The break-even point between stock and custom depends primarily on your order volume. According to industry analysis, once custom tooling is created, reorders are as fast as standard profiles—meaning the delay and investment affect mainly your first production run. For qualifying volumes, custom extrusions often deliver better ROI over the product lifecycle.
Understanding these profile options and trade-offs positions you to make smarter sourcing decisions. But knowing what shapes exist is only part of the equation—understanding what they'll cost and how long they'll take brings your project planning into sharper focus.
How much will your custom aluminum extrusion project actually cost? And how long before profiles arrive at your facility? These questions matter enormously for project planning—yet many custom aluminum extrusions suppliers avoid providing straight answers. Let's change that by examining the real factors that influence pricing and timelines for aluminum extrusion California projects.
Understanding cost drivers upfront helps you budget accurately and identify opportunities to optimize expenses without sacrificing quality. Similarly, realistic timeline expectations prevent costly delays that can derail your production schedule.
Custom extrusion pricing isn't arbitrary—it's built from several interconnected components. According to Gabrian International, the total price tag comes down to a combination of predictable and variable factors. Here's what drives your project costs:
Die and Tooling Costs
For custom profiles, new dies must be manufactured from scratch. Tool costs for extrusion dies used in normal architectural and industrial applications typically range from $400 to $1,000. However, large parts requiring 2,000-4,000 ton presses can push die costs as high as $2,000. Complex geometries with hollow sections, thin walls, or intricate features demand more sophisticated—and expensive—tooling.
Here's some good news: many manufacturers refund tooling costs if you purchase a stipulated amount within two years. Additionally, most don't charge for replacement dies after their useful life expires, provided your orders continue.
Raw Material Pricing
Aluminum commodity pricing represents the biggest variable in the cost equation. According to industry data, raw aluminum prices have fluctuated anywhere from $1,500 to $3,500 per metric ton in recent years. Political events, environmental regulations, and global demand all influence these swings.
For projects with ongoing production needs, some manufacturers offer price-locking arrangements—purchasing aluminum stock in advance to shield you from market volatility. This approach makes budgeting more predictable for long-term programs.
Order Volume and Minimum Quantities
Volume significantly impacts per-unit costs. When a custom aluminum extrusion manufacturer must recoup die expenses across a small order, each piece carries a larger share of that tooling investment. As production volume increases, cost-per-unit decreases substantially.
Minimum order quantities (MOQs) exist for practical reasons beyond simple economics. According to KMC Aluminium, MOQs account for die preparation time, quality verification runs, and the possibility that tolerances may require die corrections and second attempts before achieving specification.
Finishing and Secondary Operations
Surface treatments add predictable costs to your project. According to industry pricing data, anodizing and powder coating typically range from $1,200 to $1,400 per metric ton depending on profile complexity. Alodine finishing costs approximately $800 per metric ton, while specialty finishes like wood-look treatments command significantly higher premiums.
Secondary machining operations also factor in. Simple drilling operations may add $200-$300 per metric ton, while complex CNC machining involves both tooling costs and machining time charges. If you're comparing options like 2x2 square tubing 20 ft price versus custom extrusion alternatives, remember that custom profiles can often eliminate secondary operations—potentially offsetting higher initial tooling costs.
When evaluating material alternatives like square steel tubing, keep in mind that aluminum's lighter weight often reduces shipping costs and simplifies handling, even if the per-pound price is higher.
Project timelines depend on three primary phases, each with its own variables. Understanding these phases helps you plan effectively and communicate realistic schedules to stakeholders.
Phase 1: Tooling Lead Time (2-4 weeks)
Die manufacturing typically requires 2-4 weeks depending on complexity. According to industry standards, normal tool turnaround time is 3-4 weeks, with production following within a week of sample approval. Highly complex profiles or dies requiring multiple corrections may extend this timeline.
Phase 2: Extrusion Production (1-3 weeks)
Once dies are approved, production scheduling determines when your profiles enter the queue. The extrusion process itself is relatively fast, but testing, heat treatment, and initial quality verification add time. Larger orders naturally require longer production runs.
Phase 3: Finishing and Fabrication (1-4 weeks)
Post-extrusion operations—anodizing, powder coating, cutting, drilling, and assembly—add proportional time based on complexity. Simple cut-to-length orders complete faster than those requiring precision CNC machining and multi-step finishing processes.
Factors That Accelerate Your Project:
Factors That May Delay Your Project:
California Manufacturing Ecosystem Advantages
Searching for "aluminum near me" often leads California buyers to regional suppliers—and for good reason. Working with California-based or West Coast manufacturers delivers tangible benefits beyond simple proximity.
Shorter shipping distances translate directly to faster delivery times and reduced logistics costs. Rather than waiting weeks for containers from overseas, regional orders can arrive within days of production completion. This responsiveness proves invaluable when project timelines tighten or design changes require rapid iteration.
Geographic proximity also enables easier facility visits. Seeing production capabilities firsthand, reviewing samples in person, and building relationships with engineering teams creates partnership advantages that remote suppliers cannot match. When questions arise or problems need solving, having accessible technical support in compatible time zones accelerates resolution.
For projects where quality verification matters—aerospace components, architectural installations, or precision equipment—the ability to witness production runs and conduct on-site inspections provides assurance that specifications are being met. This oversight becomes impractical when working with distant manufacturers.
With cost and timeline expectations clarified, the next consideration becomes understanding how secondary operations and integrated manufacturing capabilities can streamline your complete project delivery.

Your custom aluminum extrusion emerges from the press with the perfect cross-section—but is it ready for installation? In most cases, the answer is no. Extruded aluminum parts typically require additional processing before they become functional components ready for assembly. Understanding these secondary operations helps you plan complete project requirements and identify manufacturers capable of delivering truly finished parts.
Think of secondary operations as the bridge between raw extrusion and ready-to-install component. According to Sinoextrud, aluminium extrusion machining transforms an extruded profile into a usable component by adding precise features—holes, threads, grooves, flat surfaces—that ensure alignment, assembly fit, and performance under service conditions. These operations convert aluminum extrusion custom profiles into the exact extruded aluminum parts your application demands.
What operations might your custom extruded aluminum profiles require? The list extends far beyond simple cutting. Here are the most common secondary operations available from comprehensive manufacturers:
According to Zetwerk Manufacturing, precision machining services include CNC milling, CNC cutting, drilling, tapping, reaming, punching, bending, and T5/T6 heat treatment—demonstrating the breadth of capabilities available from full-service providers.
Why does this matter for your project? Consider aluminum strut channel applications like equipment mounting systems. A basic extruded channel requires precise hole patterns for hardware compatibility. Without integrated machining, you'd need to send profiles to a separate machine shop—adding cost, complexity, and lead time. Manufacturers offering aluminum unistrut alternatives with pre-drilled patterns deliver ready-to-use components that simplify your procurement process.
Sounds complex coordinating all these operations? It can be—unless you work with a manufacturer offering fully integrated mill capability. But what exactly does this mean, and why should it influence your supplier selection?
Fully integrated manufacturing means one facility handles everything from die design through final finishing and machining. Rather than shipping extruded profiles to separate vendors for anodizing, then to another shop for CNC machining, then to a third party for assembly, integrated manufacturers complete all operations under one roof.
This integration delivers concrete advantages for custom aluminum profiles:
Quality assurance becomes particularly important when multiple operations affect the same component. Each processing step must maintain the dimensional accuracy and surface quality established in previous operations. Integrated manufacturers implement process controls that verify tolerances at each stage—catching deviations before they compound through subsequent operations.
For example, CNC machining of custom extruded aluminum profiles requires proper coolant management to prevent thermal distortion. According to machining specialists, coolant helps control heat, remove chips, reduce tool wear, improve surface finish, prevent burring, and avoid part distortion. Integrated facilities with proper equipment and trained operators deliver more consistent results than general machine shops unfamiliar with aluminum's specific requirements.
The bottom line? When evaluating potential manufacturing partners, ask specifically about their secondary operation capabilities. Manufacturers who can take your custom aluminum profiles from die design through completely finished, ready-to-install components offer significant advantages in cost, quality, and timeline compared to coordinating multiple specialized vendors.
Beyond manufacturing capabilities, forward-thinking buyers increasingly consider another factor in their supplier selection: environmental impact and sustainability practices.
When selecting materials for your next project, have you considered the environmental footprint of your choices? Whether you spell it aluminium or aluminum, this remarkable metal offers sustainability advantages that few other materials can match—making it an increasingly strategic choice for California businesses committed to environmental responsibility.
So what is aluminum from a sustainability perspective? It's one of the most recyclable materials on the planet. Unlike plastics that degrade with each recycling cycle, aluminum retains its fundamental properties indefinitely. This characteristic positions custom aluminum extrusions as a forward-thinking material choice aligned with circular economy principles.
Where does aluminum come from, and why does its origin matter for sustainability? While primary aluminum production requires significant energy—primarily for extracting the metal from bauxite ore—the recycling story tells a dramatically different tale.
Recycling aluminum uses just 5% of the energy needed to produce primary aluminum from raw materials, making it one of the most energy-efficient materials to recycle.
According to Novelis, this 95% energy savings translates directly into reduced greenhouse gas emissions—up to 95% lower compared to primary production. For companies tracking their carbon footprint, specifying recycled aluminum content in custom extrusions offers measurable environmental benefits.
The uses of the element aluminum span virtually every industry, but its sustainability credentials extend beyond energy savings. According to the Aluminum Association, nearly 75% of all aluminum ever produced remains in active use today. This remarkable statistic reflects aluminum's infinite recyclability—the same atoms in your custom extrusion could theoretically cycle through products for centuries without degradation.
Unlike plastics composed of large polymer molecules that break down during mechanical recycling, aluminum's atomic crystal structure remains fundamentally unchanged through repeated melting and reforming. Some minimal melt loss occurs—roughly 1%—but the remaining material retains all its original properties.
California's stringent environmental standards and sustainability-conscious business culture make aluminum extrusions particularly attractive for regional projects. Many California companies now evaluate suppliers based on environmental practices alongside price and quality.
How can choosing aluminum extrusions support your corporate sustainability goals?
According to Hydro, leading aluminum producers are driving further improvements—cutting smelter emissions by over 50% since 1990 while increasing production by 40%. Industry commitments target 30% total carbon emission reductions by 2030, with emission-free smelting technology under development.
Whether you prefer the spelling aluminum or aluminium, the environmental case remains compelling. For California buyers weighing material options, aluminum extrusions deliver the rare combination of superior performance and genuine sustainability credentials—supporting both project requirements and corporate environmental commitments.
With sustainability considerations addressed, the final step involves selecting a manufacturing partner capable of delivering on all these requirements—from die design through finished, environmentally responsible components.
You've defined your project requirements, selected alloys, and understand the finishing options available. Now comes perhaps the most consequential decision: choosing which custom aluminium extrusions partner will transform your designs into reality. This choice affects everything from product quality to project timelines—and ultimately, your bottom line.
Not all extruded aluminium suppliers offer equal capabilities. Some excel at high-volume architectural profiles but struggle with precision industrial components. Others handle basic extrusion but outsource finishing and machining to third parties. Finding a partner whose strengths align with your specific needs requires systematic evaluation.
What separates a competent aluminum profile manufacturer from one that will cause headaches? According to Aluphant's capability assessment guide, procurement teams should analyze several critical factors beyond simple pricing:
Press Capacity and Equipment Range
The extrusion press defines what profiles a supplier can produce. Smaller presses (600T-1800T) handle thin, precise profiles ideal for snap frame components and decorative trim. Medium presses (2000T-3500T) suit general industrial applications. Large presses (5000T and above) produce heavy structural components for construction and transportation.
Why does this matter? A supplier with multiple press capacities can handle a wider range of projects and maintain flexibility as your production volumes change. If you're producing l track mounting systems today but might need structural aluminum frame components tomorrow, a partner with diverse equipment serves you better long-term.
Surface Treatment Options
Evaluate the range of finishing capabilities available in-house. Comprehensive suppliers offer:
In-house finishing eliminates coordination between multiple vendors, reduces transit damage risks, and shortens lead times.
Secondary Processing Capabilities
Can the supplier deliver finished components ready for your assembly line? According to Inquivix Technologies, choosing a supplier who offers secondary operations in-house—CNC machining, cutting, drilling, or assembly—can reduce costs and turnaround time significantly. This matters particularly for complex components like z clips mounting hardware or precision-machined enclosures.
Technical Support Availability
Strong suppliers don't just manufacture your parts—they help optimize them. Look for partners offering:
Quality Certifications and Process Control
According to industry experts, professional aluminum extrusion manufacturers should provide ISO 9001 certification, dimensional tolerance standards compliance (EN 755-9), and RoHS/REACH compliance documentation. These certifications demonstrate commitment to process control and traceability—vital for industrial customers requiring consistent quality.
Once you've shortlisted potential partners, dig deeper with targeted questions. According to supplier selection best practices, these inquiries reveal capabilities that catalog specifications don't capture:
About Production Capabilities:
About Quality and Reliability:
About Timeline and Communication:
Red Flags to Watch For
According to industry guidance, be cautious of suppliers who demonstrate reluctance to share certifications or process details, provide vague or evasive answers about capabilities, offer unusually low prices without explanation, or have poor communication during the quotation process. These warning signs often indicate future reliability or quality issues.
To illustrate what full-service capability means in practice, consider the scope offered by established manufacturers like Shengxin Aluminium. With over 30 years of experience in the aluminum extrusion industry, they exemplify the integrated approach that simplifies complex projects.
Their production infrastructure includes 35 extrusion presses ranging from 600T to 5500T—covering everything from delicate decorative profiles to heavy structural components. This press diversity means they can handle virtually any aluminum profile requirement without outsourcing to partners with different quality standards.
Beyond extrusion, their facility houses state-of-the-art CNC machining centers capable of precise cutting, drilling, and bending operations. This integration eliminates the coordination headaches that come with managing multiple vendors for different processing steps.
Surface treatment options span the full spectrum: anodizing in custom colors like champagne and rose gold, powder coating, PVDF for architectural durability, and micro-arc oxidation for specialized applications. Whether you need standard mill finish or premium decorative treatments, integrated finishing capability delivers consistent results.
Most importantly, their technical team provides end-to-end support from initial die development through mass production—the kind of partnership that prevents problems rather than reacting after defects occur. For buyers seeking factory-direct pricing on custom aluminum extrusions with comprehensive processing capabilities, this integrated approach delivers both value and peace of mind.
Selecting the right partner ultimately comes down to matching capabilities to your specific requirements. A manufacturer perfect for high-volume architectural extrusions may not suit precision aerospace components—and vice versa.
Consider these final evaluation criteria:
The most valuable extrusion partners function as extensions of your engineering team—contributing expertise that improves your products while delivering consistent quality and reliable timelines. Take time to evaluate thoroughly, ask probing questions, and verify capabilities before committing. The effort invested in partner selection pays dividends throughout your project's lifecycle and beyond.
Standard aluminum extrusions use pre-existing dies with common shapes like angles, channels, and tubes available off the shelf. Custom aluminum extrusions require specially engineered dies designed for your unique specifications, allowing complex geometries, integrated features like mounting slots and wire channels, and tight tolerances that stock profiles cannot achieve. While standard profiles offer cost advantages through mass production economies, custom extrusions deliver design flexibility ideal for applications requiring specific shapes or dimensions.
A typical custom aluminum extrusion project in California takes 4-11 weeks total. Die manufacturing requires 2-4 weeks depending on profile complexity. Extrusion production adds 1-3 weeks after die approval. Finishing and fabrication operations like anodizing, powder coating, or CNC machining add another 1-4 weeks based on requirements. Working with integrated manufacturers who handle all operations in-house can compress timelines by eliminating transit between vendors.
The two most common extrusion alloys are 6061 and 6063 aluminum. Choose 6061 when your application requires high mechanical strength, superior hardness, and excellent machinability for structural, aerospace, or heavy-duty components. Select 6063 when you need complex profile shapes with excellent extrudability, superior surface finish for anodizing, or architectural applications like window frames. 6063 typically costs less due to easier processing, while 6061 offers approximately 29% higher tensile strength.
Custom extrusion pricing includes several components: die tooling costs range from $400-$2,000 depending on profile complexity and press size required. Raw aluminum pricing fluctuates with commodity markets. Per-unit costs decrease significantly with higher order volumes as tooling costs spread across more pieces. Finishing adds $800-$1,400 per metric ton depending on treatment type. Many manufacturers refund tooling costs when you reach stipulated purchase volumes within two years.
Major finishing options include anodizing (Type II for colors and decorative use, Type III hardcoat for industrial wear resistance), powder coating for vibrant colors and textures at lower cost, and PVDF coating for 20-30 year exterior durability. Anodizing transforms the aluminum surface itself rather than applying a coating, making it chip and peel resistant. Choose finishes based on environmental exposure, aesthetic requirements, and budget. Coastal or industrial environments typically require PVDF or marine-grade anodizing.




 serviço on-line
serviço on-line 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 português
português English
English français
français Deutsch
Deutsch русский
русский español
español العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська










