


When you need a structural component that combines strength, precision, and versatility, aluminum channel extrusion profiles deliver exactly that. These specialized shapes feature an open cross-section design that sets them apart from solid bars or enclosed aluminum tubing. Whether you're framing a storefront, building machine guards, or creating custom LED housings, understanding how these profiles are manufactured helps you select the right one for your project.
An aluminum extrusion profile is created when heated aluminum alloy is forced through a specially designed steel die under immense pressure. The result? A continuous length of material with a consistent cross-sectional shape that maintains tight dimensional tolerances throughout. Channel profiles specifically feature that distinctive open design—think of the letter "U" or "C"—which allows for easy mounting, sliding mechanisms, and edge protection applications.
Imagine pushing soft clay through a cookie cutter—that's essentially how aluminum extrusion works, just with far more precision and heat involved. Unlike aluminum plate, which is flat stock cut from larger sheets, or solid bars that offer no internal cavity, channel extrusions provide an open cross-section that serves multiple functional purposes.
Extruded aluminum channels differ from tubes and angles in one critical way: accessibility. While tubes are fully enclosed and an aluminum angle only offers two surfaces meeting at a corner, channels give you an open cavity with parallel or inward-facing legs. This design allows you to:
The manufacturing process begins with an aluminum billet—a cylindrical log of aluminum alloy heated to approximately 400°C to 500°C. At this temperature, the metal becomes soft and malleable without melting completely. A powerful hydraulic press then forces this heated billet through a hardened steel die, and the aluminum emerges on the other side in the exact shape of the die opening.
Once the extruded aluminum exits the die, it passes onto a run-out table where cooling begins. The profile is then stretched to ensure straightness and work-harden the material. Finally, it's cut to specified lengths and may undergo heat treatment in age ovens to achieve optimal mechanical properties.
Every aluminum channel you encounter shares these key characteristics:
This combination of manufacturing precision and functional design makes aluminum extrusion profiles indispensable across industries—from architectural facades to industrial machinery frames. The extrusion process itself allows for nearly limitless shape possibilities while maintaining the cost-effectiveness that makes aluminum such a popular material choice.
So you've decided aluminum channel extrusion profiles are right for your project—but which type do you actually need? Walk into any metal supplier, and you'll encounter terms like c channel, aluminum u channel, and hat channel thrown around interchangeably. The truth is, each profile serves distinctly different purposes, and choosing the wrong one could mean compromised structural integrity or wasted material.
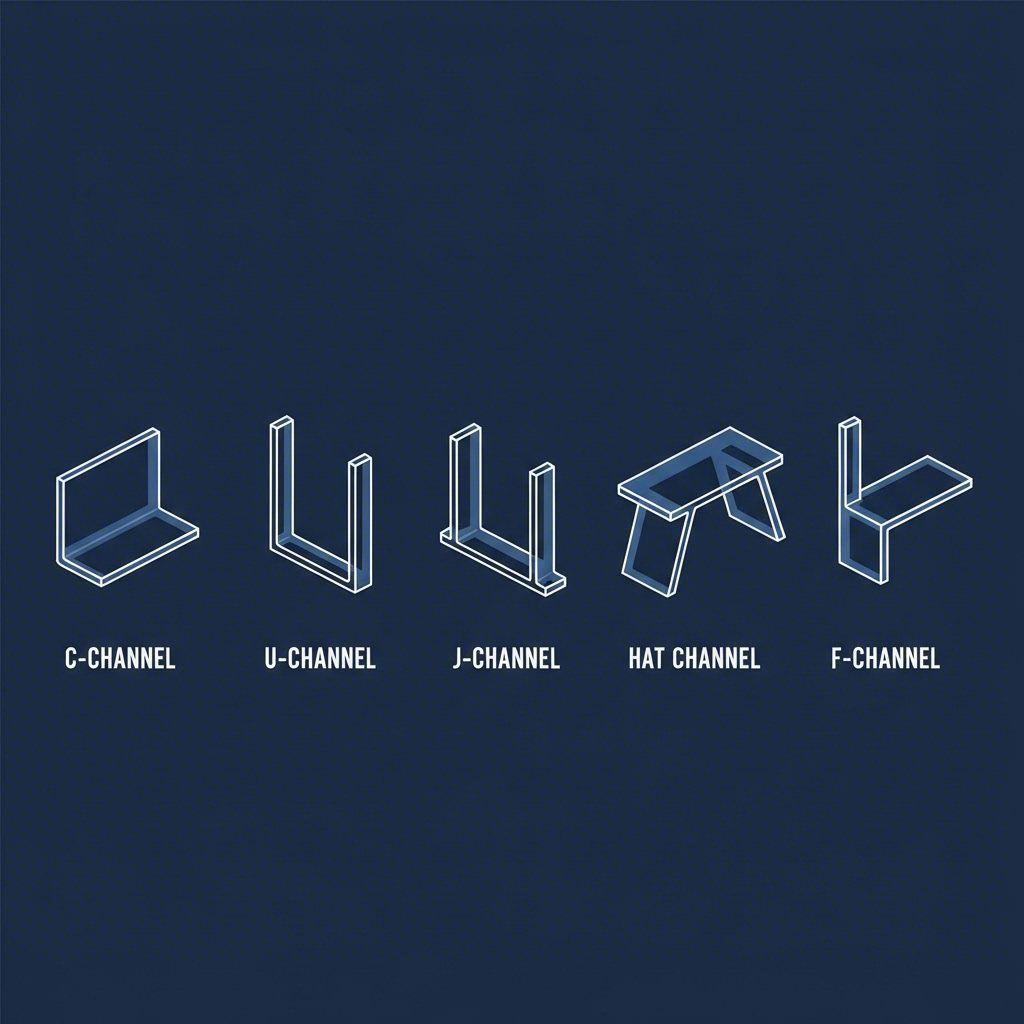
Let's break down the five most common channel types so you can match the right profile to your specific application.
At first glance, c channel metal and aluminum u channels look remarkably similar—both feature a web (the flat back) connected to two legs (the sides). The critical difference lies in those legs and how they're oriented.
An aluminum c channel features flanges that curve inward at the top of each leg. Think of it as a "C" shape with small lips pointing toward each other. This design creates a partially enclosed profile that excels in structural applications where you need to capture fasteners or slide in T-nuts. The inward-facing flanges also add rigidity, making extruded aluminum c channel ideal for load-bearing frameworks and machine framing systems.
An aluminum u channel, by contrast, has straight parallel legs with no inward curve. Picture a perfect horseshoe or the letter "U." This open design makes U-channels your go-to choice when you need to:
The straightforward geometry of aluminum u channels also means they're often more cost-effective to produce and easier to work with during installation.
Beyond the standard C and U shapes, specialty channel profiles address specific construction and industrial challenges that neither basic profile can solve efficiently.
The aluminum hat channel—also called a furring channel—gets its name from its distinctive hat-like cross-section. Two horizontal flanges extend outward from a raised center section, creating exceptional strength across long spans. Contractors rely on hat channels for attaching drywall to masonry walls, leveling uneven surfaces, and creating air gaps behind exterior cladding systems.
The aluminum f channel resembles the letter "F" with an extended web and single flange. This unique configuration makes it perfect for panel edge protection, glazing applications, and transitions between different building materials. You'll commonly see F-channels in curtain wall systems and cabinetry where clean visual lines matter.
J-channels feature one short leg and one longer leg angled at approximately 90 degrees—like the letter "J" lying on its side. They're specifically engineered for trim work around windows, doors, and rooflines where exterior siding meets obstacles. The shorter leg minimizes visible profile while the longer leg securely captures siding material.
Worth mentioning is the aluminum i channel or I-beam, which functions as a heavy-duty structural member. While not technically a "channel" in the traditional sense, I-beams handle exceptional loading in bridge construction, mezzanine platforms, and support crossbeams.
| Profile Type | Cross-Section Shape | Primary Applications | Load-Bearing Capability | Mounting Method |
|---|---|---|---|---|
| C-Channel | C-shape with inward-facing flanges | Structural framing, machine guards, modular systems | High—flanges add rigidity | T-nuts, bolts through flanges, welding |
| U-Channel | U-shape with parallel straight legs | Edge protection, sliding tracks, glass framing | Moderate—depends on wall thickness | Screw-through mounting, adhesive, clips |
| J-Channel | J-shape with unequal legs | Siding trim, window/door edges, roofline finishing | Low—designed for trim, not structure | Nail or screw through back leg |
| Hat Channel | Hat-shape with horizontal flanges | Furring strips, drywall mounting, cladding support | High—excellent across long spans | Screw through flanges into substrate |
| F-Channel | F-shape with extended web | Panel mounting, glazing, partition framing | Moderate—structural when properly supported | Screw or bolt through web section |
Understanding these distinctions prevents costly mistakes. Select an aluminum hat channel when you need to span ceiling joists for drywall installation. Choose a c channel when building industrial workstation frames that must bear significant weight. Opt for aluminum u channels when edge protection or sliding functionality takes priority over load-bearing requirements.
With the profile type selected, your next decision involves the aluminum alloy itself—because the same channel shape in different alloys can perform dramatically differently under stress.
You've chosen your channel profile type—now comes the decision that truly determines performance. The aluminum alloy you specify affects everything from how well your extruded aluminium channel accepts anodizing to whether it can handle structural loads without deformation. Yet most buyers never receive clear guidance on this critical choice.
Two alloys dominate the aluminum channels market: 6063 and 6061. Both belong to the 6000 series, meaning silicon and magnesium serve as their primary alloying elements. However, the ratio of these elements—and the resulting properties—differ significantly enough to make one clearly superior for certain applications.
Walk through any commercial building, and the window frames, door surrounds, and decorative trim you see are almost certainly made from 6063 aluminum extrusions. There's good reason for this near-universal preference.
Alloy 6063 is specifically engineered for extrudability—it flows through complex dies smoothly, producing intricate shapes with exceptional surface quality. That smooth surface finish makes 6063 the preferred material for custom aluminum extrusions where visual appeal matters. When you need an anodized finish in clear, bronze, black, or champagne tones, 6063 accepts these treatments beautifully without the surface imperfections that plague other alloys.
Beyond aesthetics, 6063 offers excellent corrosion resistance and good weldability. You'll find it specified for:
The trade-off? Strength. While perfectly adequate for non-structural applications, 6063 simply cannot match the load-bearing capabilities of its stronger sibling.
When your project demands structural integrity, a 6061 aluminum u channel or extruded aluminum c channel becomes the clear choice. This precipitation-hardened alloy was developed in 1935 specifically for applications requiring strength and durability.
The numbers tell the story. In T6 temper, 6061 delivers an ultimate tensile strength of at least 42,000 psi and yield strength of at least 35,000 psi. Compare that to 6063 T6, which offers ultimate tensile strength of just 28,000 psi and yield strength of 23,000 psi. That's roughly 50% more strength from the same profile dimensions.
This strength advantage makes 6061 aluminum extruded channels essential for:
The trade-off here involves surface finish. While 6061 can certainly be anodized, it won't achieve the same flawless appearance as 6063. For structural aluminum channels hidden from view or painted after fabrication, this matters little.
Sounds complex? It's actually straightforward once you understand what happens during heat treatment.
Both alloys achieve their mechanical properties through controlled thermal processing. The difference between T5 and T6 tempers comes down to how that processing occurs.
T6 temper involves solution heat treatment—raising the alloy temperature to approximately 980°F and holding it there for about an hour. This dissolves all alloying elements into a solid solution within the aluminum matrix. The material is then rapidly quenched in water to lock those elements in place. Finally, artificial aging at 325-400°F causes the alloying elements to form ordered atomic arrays called GP zones, which dramatically strengthen the aluminum.
T5 temper follows a similar aging process but skips the separate solution heat treatment step. Instead, extrusions are quenched directly as they exit the press while still hot. The result is slightly lower strength than T6 but with reduced processing costs and faster production times.
For most commercial aluminum channels, T5 temper provides adequate strength at a lower price point. When maximum strength is critical—think structural applications or safety-related components—specify T6 temper and accept the premium.
| Property | 6063-T5 | 6063-T6 | 6061-T5 | 6061-T6 |
|---|---|---|---|---|
| Ultimate Tensile Strength (psi) | 22,000 | 28,000 | 35,000 | 42,000+ |
| Yield Strength (psi) | 16,000 | 23,000 | 28,000 | 35,000+ |
| Elongation (%) | 12 | 12 | 10 | 10 |
| Corrosion Resistance | Excellent | Excellent | Very Good | Very Good |
| Surface Finish Quality | Superior | Superior | Good | Good |
| Best For | Architectural trim, decorative profiles | Premium architectural, anodized finishes | General structural, cost-sensitive | Maximum strength, load-bearing structures |
Occasionally, neither 6063 nor 6061 perfectly matches your requirements. That's where alloys like 6005 enter the picture.
Alloy 6005 bridges the gap between 6063's extrudability and 6061's strength. It's commonly specified for transit applications—rail car structures, bus frames, and similar demanding environments where moderate structural performance must combine with complex profile geometries. While not as common as the primary two alloys, knowing 6005 exists gives you options when standard specifications fall short.
With alloy and temper decisions made, the next consideration involves matching your channel dimensions to project requirements—and understanding what those specification numbers actually mean.
You've selected your profile type and alloy—but how do you know which size actually fits your project? Ordering aluminum channel stock without understanding dimensional specifications often leads to costly mistakes: channels too shallow to capture your panels, walls too thin to bear the expected load, or lengths that waste material during fabrication.
Standard aluminum channel sizes follow industry conventions established by the Aluminum Association and ASTM B308, which defines dimensional requirements for 6061-T6 structural profiles. Understanding these specifications helps you communicate precisely with suppliers and ensures your channels perform as expected.
When browsing alum channel sizes, you'll encounter designations that specify three critical measurements: depth (the web height), flange width (the leg dimension), and wall thickness. These three numbers tell you everything you need to know about whether a channel fits your application.
Standard American structural C-channels range from 2-inch depths for light-duty trim work up to 15-inch depths for heavy structural applications. Here's what you'll commonly find in aluminum channel dimensions across the industry:
| Channel Depth (in) | Flange Width (in) | Web Thickness (in) | Flange Thickness (in) | Weight (lb/ft) |
|---|---|---|---|---|
| 2.00 | 1.00 | 0.130 | 0.243 | 0.58 |
| 3.00 | 1.41 | 0.170 | 0.273 | 1.42 |
| 4.00 | 1.58 | 0.184 | 0.296 | 1.85 |
| 5.00 | 1.75 | 0.190 | 0.320 | 2.32 |
| 6.00 | 1.92 | 0.200 | 0.343 | 2.83 |
| 8.00 | 2.29 | 0.250 | 0.390 | 4.25 |
| 10.00 | 2.60 | 0.240 | 0.436 | 5.28 |
| 12.00 | 2.96 | 0.300 | 0.498 | 7.41 |
Notice that wall thickness doesn't remain constant across sizes. A 2 inch c channel might feature a 0.130-inch web, while a 6-inch channel typically uses 0.200-inch or heavier material. This scaling ensures structural integrity increases proportionally with channel size.
Within each depth category, manufacturers often offer multiple wall thickness options. For example, aluminum c channel sizes at the 6-inch depth come in configurations ranging from 0.200-inch walls (2.83 lb/ft) up to 0.437-inch walls (4.48 lb/ft). Heavier walls mean greater load capacity but also increased material cost and weight.
Ever tried fitting a channel that's supposed to be exactly 3 inches into a 3-inch opening? If the tolerance isn't tight enough, you'll either have gaps or interference fits that require grinding and modification.
Per ASTM B221 for aluminum extrusions, dimensional tolerances vary based on profile size and complexity. For standard aluminum c channel dimensions, expect tolerances of approximately:
Tight tolerances become critical when assembling modular framing systems or when channels must align precisely across long runs. If your aluminum channel sizes chart doesn't include tolerance data, request it from your supplier before ordering.
Estimating material weight matters for shipping costs, structural loading calculations, and crane capacity during installation. Fortunately, the math is straightforward once you understand the underlying formula.
According to industry guidance, weight per linear foot depends on two factors: cross-sectional area and alloy density. The basic calculation works like this:
Cross-sectional area (in²) × Aluminum density (0.098 lb/in³) = Weight per inch → Multiply by 12 for weight per foot
For standard 6063 alloy, the density is 0.0975 lb/in³. So if your channel has a cross-sectional area of 2.40 square inches (like a 6" × 1.92" channel with 0.200" walls), the calculation becomes:
2.40 in² × 0.0975 lb/in³ × 12 in/ft = 2.81 lb/ft
This matches the published weight of 2.83 lb/ft, with minor variation due to flange geometry. For quick estimates, most suppliers publish aluminum channel sizes charts with pre-calculated weights—use them to verify material quantities before ordering.
What happens when standard dimensions don't match your requirements? Custom extrusion dies solve this problem, though they require upfront tooling investment.
Custom aluminum channel stock makes sense when you need:
Die costs typically range from a few hundred dollars for simple profiles to several thousand for complex shapes. Volume requirements usually start at 500-1,000 pounds minimum to justify custom tooling. For smaller quantities, modifying standard profiles through CNC machining often proves more economical.
With dimensions and sizing understood, the next step involves understanding where these profiles actually perform best—and that depends heavily on the specific industry and application environment.

Now that you understand sizes and specifications, where do aluminum channel extrusion profiles actually shine? The answer spans nearly every industry imaginable—from gleaming storefronts to factory floors, from sleek LED installations to backyard DIY projects. Each application leverages specific aluminum properties: corrosion resistance for outdoor architectural use, precise tolerances for industrial assembly, and thermal conductivity for lighting applications.
Let's explore the major industry verticals where these versatile profiles deliver exceptional value.
Walk through any modern commercial district, and you're surrounded by aluminum channel extrusions—you just might not realize it. The construction industry relies heavily on these profiles for both structural and decorative purposes, taking advantage of aluminum's natural weather resistance and clean aesthetic appeal.
In architectural applications, aluminum channels serve as the invisible backbone of building envelope systems. Their corrosion resistance means decades of service life without the rust problems that plague steel stud framing in humid or coastal environments. Unlike steel alternatives, aluminum maintains its structural integrity and appearance even when exposed to rain, salt air, and temperature extremes.
Common architectural applications include:
The architectural sector particularly values 6063 alloy for its superior surface finish. When anodized in bronze, black, or champagne tones, these channels deliver the aesthetic quality that architects and building owners demand.
Step onto a manufacturing floor, and you'll find aluminum channels performing heavy-duty work that might surprise you. The industrial sector has embraced these profiles for applications where strength, precision, and reconfigurability matter more than appearance.
Perhaps the most transformative industrial application involves 80 20 aluminum T-slot framing systems. These modular systems use channels with internal grooves that accept nuts and fasteners, allowing rapid assembly and disassembly without welding. According to industry sources, 8020 aluminum extrusion systems offer "durability and strength comparable to steel" while remaining fully reconfigurable as needs evolve.
Industrial applications where aluminum channels excel:
The modular nature of T-slot aluminum frame systems proves particularly valuable for safety applications. As noted by 80/20, these systems allow facilities to "mount additional safety components, such as switches, security cameras, or light relays that are easy to reposition, as needed." When OSHA compliance requirements change or production layouts evolve, aluminum framing adapts without requiring complete rebuilds.
Here's an application that might not immediately come to mind: LED strip lighting. Yet aluminum channels have become essential components in professional lighting installations, solving problems that direct-mount LED strips simply cannot address.
Why does lighting need aluminum? It comes down to thermal conductivity. LED strips generate heat during operation, and aluminum channels have excellent thermal conductivity, efficiently absorbing and dissipating heat that would otherwise accelerate LED chip aging. When LEDs run cooler, they last longer and maintain consistent brightness over time.
But heat management is only part of the story. Aluminum LED channels also provide:
Commercial lighting designers specify aluminum channels for offices, retail spaces, exhibition halls, and residential cove lighting. The difference between direct-mounted LED strips and channel-housed installations is immediately visible—channels create seamless linear lighting effects that look custom-engineered rather than DIY.
The same properties that make aluminum channels essential in commercial and industrial settings have sparked a revolution in home workshops and maker spaces. 80/20 aluminum and similar T-slot systems have democratized precision framing, putting factory-quality construction within reach of hobbyists and small businesses.
Popular DIY applications include:
The appeal for makers comes from several key advantages. No welding skills are required—connections happen through bolts and T-nuts. Designs can be prototyped, tested, and modified without scrapping materials. And aluminum's light weight means even large structures remain manageable for solo builders.
Whether you're building a professional machine guard or a weekend workbench, aluminum channel extrusion profiles deliver the precision, strength, and versatility that modern projects demand. The next consideration? Choosing the right surface finish to match your environment and aesthetic requirements.

You've selected your channel profile, chosen the right alloy, and specified your dimensions—but the finish you apply determines how your aluminum channel extrusion profiles actually perform in real-world conditions. Will they resist corrosion in coastal environments? Maintain their appearance after years of UV exposure? Match your project's color scheme precisely?
Surface treatments transform raw extruded aluminum from a functional material into a finished component ready for demanding applications. Yet most buyers receive little guidance on which finish suits their specific needs. Let's change that.
Anodizing isn't simply applying a coating—it's actually growing a protective layer from the aluminum itself. During the process, your aluminium c channel or aluminum trim channel is submerged in an electrolyte bath while an electric current passes through it. This controlled oxidation creates a harder, thicker oxide layer that protects against wear and corrosion while allowing the surface to accept vibrant colors.
The beauty of anodized finishes lies in their integration with the base metal. Unlike paint or powder coating that sits on top of aluminum, anodizing becomes part of the aluminum surface. This means the finish won't chip, flake, or peel under normal conditions.
Two anodizing types dominate the channel extrusion market:
Color options have expanded dramatically as dye technologies advance. Through organic dye immersion, anodized aluminum can achieve virtually any shade. Commonly requested colors include clear (natural silver), bronze, black, champagne, and custom formulations matched to specific design requirements.
Want a black aluminium u channel that maintains its depth of color for decades? Electrolytic coloring introduces metal salts into the anodized pores, producing exceptionally stable bronze, champagne, and black tones that resist fading even under intense UV exposure.
When your aluminum trim channel faces harsh outdoor conditions, the finish choice becomes critical. Two technologies compete for exterior applications: powder coating and PVDF (polyvinylidene fluoride).
Powder coating applies dry polymer powder electrostatically, then cures it in an oven to form a tough, uniform film. The resulting finish offers excellent impact resistance, abrasion resistance, and corrosion protection. Powder coated aluminum consistently outperforms other finishes in impact testing, with the coating absorbing energy without cracking or delaminating.
The color possibilities are virtually unlimited. Unlike anodizing, which depends on dye absorption, powder coating can match any RAL color, custom corporate shade, or specialty finish like metallics and textures. This flexibility makes powder coating the go-to choice when precise color matching matters.
However, powder coating has limitations in extreme environments. According to comparative testing data, ordinary powder coatings may show visible color difference after 2-5 years of intense sun exposure. The sunny versus shaded sides of a building can develop noticeably different appearances.
PVDF coatings solve this weathering problem. Developed specifically for architectural applications, PVDF finishes meet AAMA 2605 specifications—the most demanding standard for organic coatings on aluminum. Testing in Florida's harsh environment demonstrated that PVDF coating stability and durability is 30-80% higher than powder coating alternatives over 12 years of exposure.
PVDF systems come in 2-coat, 3-coat, and 4-coat configurations, with each additional layer enhancing color depth and durability. The trade-off? Higher cost and limited availability compared to standard powder coating.
Not every application requires a decorative or protective finish. Mill finish—the natural surface condition of aluminum as it exits the extrusion press—serves many purposes at the lowest possible cost.
Mill finish aluminium channel makes sense when:
Keep in mind that mill finish aluminum still develops a thin natural oxide layer that provides basic corrosion protection. For indoor applications without chemical exposure, this natural protection often proves sufficient.
| Treatment | Durability | Relative Cost | Color Options | Best Applications |
|---|---|---|---|---|
| Mill Finish | Basic (natural oxide only) | Lowest | Natural silver only | Hidden structural, indoor, cost-sensitive projects |
| Type II Anodizing | Good (10+ years typical) | Low-Moderate | Clear, bronze, black, custom dyes | Architectural trim, decorative profiles, light-duty wear |
| Type III Anodizing | Excellent (superior hardness) | Moderate-High | Limited (typically dark gray/black) | High-wear industrial, mechanical components |
| Powder Coating | Very Good (5-10 year exterior) | Moderate | Unlimited RAL colors, textures | Color-matched projects, moderate outdoor exposure |
| PVDF Coating | Superior (10+ year warranty typical) | Highest | Wide range, premium metallics | Architectural facades, coastal/harsh environments |
Choosing the right surface treatment requires balancing appearance, performance, and budget. For interior aluminum track applications where scratches won't occur, Type II anodizing delivers excellent value. For coastal storefronts facing salt spray and intense sun, PVDF justifies its premium. And for industrial machinery hidden behind panels, mill finish keeps costs low without sacrificing function.
With your finish selected, the final step involves understanding quality standards and what to look for when sourcing your aluminum channel extrusions.
You've made all the right technical decisions—profile type, alloy, dimensions, and finish. But here's where many projects go wrong: the aluminum channel extrusions that arrive don't match what you specified. Walls are slightly thinner than quoted. Surfaces show visible die lines. Lengths bow when you lay them flat. Suddenly, your carefully planned assembly requires hours of rework or—worse—a complete reorder.
Understanding quality standards before you place an order prevents these costly surprises. More importantly, knowing what questions to ask helps you separate reliable aluminum channel suppliers from vendors who cut corners.
When evaluating extruded aluminum channel products, focus on three critical quality areas: dimensional accuracy, surface condition, and straightness. Each directly affects how your channels perform during assembly and in final applications.
Ever wonder why some channels slide smoothly into position while others require filing, grinding, or force-fitting? The answer lies in dimensional tolerances—the allowable deviation from specified measurements.
For c channel aluminum and u channel aluminum profiles, industry standards define acceptable variation based on profile size and complexity. According to EN755 and EN12020 standards, different alloys fall into tolerance groups:
For typical aluminum channel extrusions in the 25-50mm width range, expect thickness tolerances of ±0.30 to ±0.40mm for Group 1 alloys. Wall thickness variations beyond these limits indicate either worn dies, improper press settings, or inadequate quality control.
Why does this matter? Imagine assembling a modular framing system where channels must align across 20-foot runs. A tolerance variation of just 0.5mm per foot compounds into significant misalignment by the end—gaps that compromise structural integrity or aesthetic appearance.
Run your hand along a quality extruded aluminum channel, and you'll feel a smooth, consistent surface. Now imagine that same channel with visible lines running its length, scratches from handling, or pitting from improper storage. Which would you want visible in your finished project?
Professional-grade aluminum channel extrusions should arrive free from:
Surface quality becomes especially critical for anodized or powder-coated finishes. Defects invisible on mill finish alum c channel become glaringly obvious once decorative coatings are applied. Quality suppliers inspect profiles before finishing and reject pieces that won't meet final appearance standards.
Longer channel lengths amplify straightness problems. A slight bow that's barely noticeable in a 6-foot piece becomes a serious assembly issue in 20-foot runs.
Industry standards typically allow straightness deviation of 0.0125 inches per foot of length for standard extruded aluminum sizes. For a 12-foot channel, that means total bow shouldn't exceed 0.15 inches when laid on a flat surface. Twist tolerances—rotation along the length—typically allow 1 degree per foot for narrow profiles.
When ordering longer lengths, confirm that your supplier performs straightness checks after stretching. Proper stretching during production corrects most bow and twist, but rushed production or inadequate equipment leaves profiles that won't assemble cleanly.
Quality claims mean little without independent verification. That's where industry standards and third-party certifications provide assurance that your aluminum channel suppliers actually deliver what they promise.
Nearly every aluminum extrusion specification references ASTM B221 (or its metric counterpart, ASTM B221M). This comprehensive standard from ASTM International governs aluminum and aluminum-alloy extruded bars, rods, wire, profiles, and tubes.
ASTM B221 defines requirements across multiple critical areas:
When a supplier states their profiles meet "ASTM B221 specifications," they're claiming compliance with this full range of requirements. Request the specific alloy and temper designation—"6061-T6 per ASTM B221" communicates exactly what properties you'll receive.
Beyond product standards, supplier certifications indicate systematic quality management. According to industry guidance on supplier selection, strong quality systems should include:
Don't hesitate to request sample MTRs before placing orders. Reputable suppliers maintain these records and share them readily. Hesitation or unavailability often signals inadequate quality documentation.
Experience teaches hard lessons about supplier selection. Watch for these warning signs that suggest future quality or delivery problems:
A supplier's responsiveness during quotation often predicts their responsiveness when problems arise. If getting answers takes days before you've placed an order, imagine the delays when you're chasing a quality issue or delivery problem.
Protect yourself by asking specific questions upfront. According to supplier evaluation best practices, clarify these points before committing:
Suppliers who answer these questions confidently and thoroughly demonstrate the quality focus that translates into reliable aluminum channel extrusions. Those who deflect or provide vague responses may deliver products that create assembly headaches and project delays.
Armed with this quality knowledge, you're ready to navigate the final step: matching your specific application requirements to the right profile configuration and working with manufacturers who can deliver exactly what your project demands.

You've absorbed the technical knowledge—profile types, alloys, dimensions, finishes, and quality standards. Now comes the moment of truth: translating all that information into a purchasing decision that actually works for your specific application. This is where many projects stall, as buyers struggle to connect abstract specifications with real-world requirements.
The good news? A systematic selection process eliminates guesswork and ensures your aluminum channel extrusion profiles perform exactly as needed. Follow this decision framework, and you'll confidently specify channels that fit your budget, environment, and performance requirements.
Think of channel selection as answering a series of questions, where each answer narrows your options until the right choice becomes clear. Rather than starting with catalog browsing, start with your application's fundamental requirements.
Ask yourself: Is this channel primarily structural, decorative, or functional? Structural applications—machine frames, load-bearing supports, modular framing systems—demand profiles with high rigidity and precise tolerances. Decorative applications prioritize surface finish quality and aesthetic appeal. Functional applications—sliding mechanisms, edge protection, wire management—focus on specific geometric requirements.
This first distinction immediately guides your alloy and profile choices. Structural work typically calls for 6061-T6 alloy and C-channel or hat channel configurations. Decorative trim often uses 6063 alloy in U-channel or F-channel forms. Functional applications like aluminum channel track systems may use either alloy depending on load requirements.
Where will these channels live? Indoor, climate-controlled spaces pose minimal corrosion risk—mill finish or basic anodizing often suffices. Outdoor installations face UV exposure, temperature cycling, and moisture—requiring PVDF or high-quality powder coating. Coastal or industrial environments with salt spray or chemical exposure demand Type III anodizing or specialized protective coatings.
Environment also affects alloy selection. Both 6061 and 6063 offer good corrosion resistance, but marine applications may warrant additional surface protection regardless of base alloy.
What forces will your channels endure? Light-duty applications—picture frames, LED housings, decorative trim—face minimal stress. Moderate loads—workstation frames, shelving supports, equipment enclosures—require attention to wall thickness and span length. Heavy-duty structural applications—machine guards, conveyor frames, safety barriers—demand engineering analysis and appropriate safety factors.
When you need extruded aluminum rails supporting significant weight, specify 6061-T6 alloy and verify that your selected profile dimensions provide adequate section modulus for expected loads.
Your answers to the previous questions guide this decision. For architectural visibility with anodized finishes, choose 6063. For structural integrity under load, specify 6061. When both matter, consider whether the application allows painting over 6061's less refined surface or whether hybrid approaches—6061 for hidden structure, 6063 for visible trim—make sense.
Temper selection follows similar logic. T6 temper costs more but delivers maximum strength. T5 temper provides adequate performance for most commercial applications at lower cost. When safety-critical loads are involved, always specify T6.
Finally, match your finish to environmental demands and aesthetic requirements. An aluminum c slide track channel hidden inside machinery needs only mill finish. A u channel aluminum extrusion framing a retail storefront deserves architectural-grade anodizing or PVDF coating. Industrial safety guards benefit from durable powder coating in high-visibility colors.
Consider maintenance requirements too. Anodized finishes clean easily and resist fingerprints. Powder coatings offer broader color options but may show scratches more readily. PVDF justifies its premium when decades of color stability matter.
The right channel profile balances three factors: structural adequacy for your loads, environmental durability for your location, and aesthetic quality for your visibility requirements.
What happens when standard profiles don't quite fit? Perhaps you need an aluminium track channel with integrated mounting features, or your aluminum square tube application requires non-standard wall thicknesses. This is where partnering with experienced manufacturers transforms your project from compromise to optimization.
Custom aluminum extrusion opens possibilities that off-the-shelf profiles simply cannot match. According to industry guidance, successful custom projects require close collaboration between your engineering team and the manufacturer from the earliest design stages. The process involves defining precise design requirements, selecting appropriate alloys, developing optimized tooling, and establishing quality control parameters before production begins.
Experienced manufacturers like Shengxin Aluminium support this process with technical consultation that spans from initial concept through final production. With over 30 years of industry experience and 35 extrusion presses ranging from 600T to 5500T capacity, they enable both standard and custom channel profiles tailored to exact specifications. This range of press sizes matters—smaller presses handle intricate profiles with fine detail, while larger presses produce substantial structural sections with consistent quality.
The best aluminum channel suppliers offer far more than raw extrusions. Look for end-to-end capabilities that reduce your supply chain complexity:
This integrated approach proves especially valuable for complex projects. When your extruded aluminum rail needs precise hole patterns, countersunk fastener recesses, and anodized finishing, a single-source supplier maintains quality control throughout while reducing lead times and coordination headaches.
Before committing to fully custom tooling, evaluate whether modifying standard profiles might meet your needs at lower cost. CNC machining can add features—slots, holes, notches, chamfers—to existing channel shapes without the upfront investment of new dies.
Custom extrusion makes sense when:
Modified standard profiles work better when:
Discuss both options with your supplier. Experienced manufacturers provide honest guidance on which approach delivers better value for your specific situation—they understand that building long-term relationships matters more than maximizing individual order revenue.
With your selection process complete and supplier relationship established, you're positioned to procure aluminum channel extrusion profiles that perform exactly as your project demands. The final step involves confirming your key decisions and understanding your options for moving forward.
You've navigated the full landscape of aluminum channel extrusion profiles—from understanding how heated billets transform into precision shapes, through comparing aluminum channel types and aluminium channel types across C-channel, U-channel, and specialty configurations, to evaluating alloys, dimensions, finishes, and quality standards. Now it's time to consolidate those insights into actionable decisions that move your project forward.
Whether you're sourcing a few lengths of standard alu channel for a workshop project or specifying thousands of feet of custom channel extruded aluminum for an industrial installation, the same fundamental principles apply. Success depends on matching your technical selections to real-world performance requirements.
After exploring every aspect of c-channel, U-channel, and specialty profiles, several critical relationships emerge that determine whether your aluminum channels perform as intended or create headaches during assembly and service.
Profile type, alloy choice, and surface treatment form an interdependent system. Change one element, and you may need to adjust the others to maintain optimal performance.
Here's what matters most when making your final selections:
Your path forward depends on where your project falls on the standard-to-custom spectrum. Both routes lead to successful outcomes when you approach them with clear requirements and realistic expectations.
If catalog aluminum channel stock meets your dimensional and performance needs, the buying process is straightforward:
When standard shapes won't suffice—whether you need integrated mounting features, non-standard dimensions, or optimized weight configurations—custom extrusion opens possibilities that off-the-shelf profiles cannot match.
Custom projects require partnering with manufacturers who offer comprehensive capabilities from die development through finished parts. Look for suppliers with extensive press capacity enabling both intricate profiles and substantial structural sections, in-house CNC machining for precise secondary operations, and diverse surface treatment options.
Manufacturers like Shengxin Aluminium exemplify this comprehensive approach. Their surface treatment capabilities—including anodizing in custom colors like champagne and rose gold, powder coating, PVDF, and micro-arc oxidation for superior durability—ensure your profiles arrive ready for installation. Whether you need custom 6063 aluminum tubes for architectural applications or complex industrial profiles with integrated features, end-to-end support from technical consultation through mass production streamlines your supply chain.
The value of working with experienced partners extends beyond production capabilities. Factory-direct pricing eliminates middleman markups, while technical support helps optimize designs for manufacturability before tooling investment. When questions arise during production or quality concerns need resolution, established manufacturers with 30+ years of industry experience respond with solutions rather than excuses.
Aluminum channel extrusion profiles offer remarkable versatility—the same fundamental technology produces everything from delicate LED housings to heavy-duty machine guards. Your success depends on understanding how profile type, alloy selection, dimensional specifications, and surface treatments interact to create components that perform reliably in your specific application.
Armed with the knowledge from this guide, you're equipped to communicate precisely with suppliers, evaluate quotations intelligently, and make purchasing decisions that deliver value throughout your project's lifecycle. Whether you're framing a storefront, building industrial equipment, or creating custom fixtures, the right aluminum channel transforms your design intent into durable, functional reality.
C-channels feature inward-facing flanges at the top of each leg, creating a partially enclosed profile ideal for structural applications where you need to capture fasteners or slide in T-nuts. U-channels have straight parallel legs with no inward curve, making them perfect for edge protection, sliding track systems, and glass framing where open accessibility matters. C-channels offer higher rigidity due to their flanges, while U-channels are typically more cost-effective and easier to install.
Standard aluminum extrusion profiles include C-channels, U-channels, J-channels, hat channels, F-channels, T-slot profiles, angles, tubes, and bars. C-channels range from 2-inch to 15-inch depths with wall thicknesses from 0.130 to 0.300 inches. Each shape serves specific purposes: C-channels for structural framing, U-channels for edge protection, hat channels for drywall mounting, J-channels for trim work, and T-slot profiles for modular framing systems like 80/20 assemblies.
Choose 6063 aluminum when surface finish quality and anodizing appearance are priorities—it offers superior extrudability and smooth surfaces ideal for architectural applications. Select 6061 when structural strength is critical, as it delivers approximately 50% higher tensile and yield strength than 6063 in T6 temper. For load-bearing machine frames, safety guards, and structural supports, 6061-T6 is the better choice, while 6063 excels in window frames, decorative trim, and visible architectural elements.
Common surface finishes include mill finish (natural aluminum), Type II anodizing (decorative with colors like clear, bronze, black, and champagne), Type III hardcoat anodizing (superior wear resistance), powder coating (unlimited RAL colors and textures), and PVDF coating (premium weathering resistance for architectural facades). Anodizing integrates with the aluminum surface and won't chip or peel, while powder coating offers broader color matching. PVDF provides 30-80% better durability than standard powder coating in harsh outdoor environments.
Calculate weight per foot using this formula: Cross-sectional area (in²) × Aluminum density (0.098 lb/in³) × 12 = Weight per foot. For example, a channel with 2.40 square inches of cross-sectional area weighs approximately 2.82 lb/ft. Most suppliers publish aluminum channel size charts with pre-calculated weights. Standard 6-inch C-channels typically weigh around 2.83 lb/ft, while 12-inch channels weigh approximately 7.41 lb/ft depending on wall thickness.




 serviço on-line
serviço on-line 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 português
português English
English français
français Deutsch
Deutsch русский
русский español
español العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська










