

People often use extrusion and processing as if they mean the same thing. They do not. In manufacturing, extrusion is the shaping method. Aluminium extrusion processing is the broader workflow around that shaping step. Practical explanations from ADM and BWC Profiles describe the core action in similar terms: a heated aluminum billet is forced through a die to create a long part with a consistent cross-section.
Aluminium extrusion processing is the full manufacturing workflow used to turn an aluminum billet into a usable profile. Extrusion creates the shape, while processing can also include cooling, straightening, cutting, heat treatment, machining, and surface finishing.
If you are asking what is extrusion or what is aluminum extrusion, that distinction matters. The extrusion step forms the profile. The processing steps make that profile stable, accurate, and ready for use.
So, what is extruded aluminum? It is aluminum that has been pushed through a shaped opening in a die so the metal exits as a continuous form. If someone asks what is an aluminum extrusion, the simplest answer is the profile that comes out of the die, whether it is solid, hollow, or semi-hollow. If you have ever wondered whats extrusion, picture material being squeezed through a shaped opening, but with tightly controlled tooling, pressure, and heat.
What are aluminum extrusions useful for? They let manufacturers create long, repeatable shapes in many forms while taking advantage of aluminum's light weight, strength potential, and recyclability. They also fit naturally with later operations such as cutting, machining, coating, and assembly. That wider production chain is where profile quality is either protected or quietly lost.

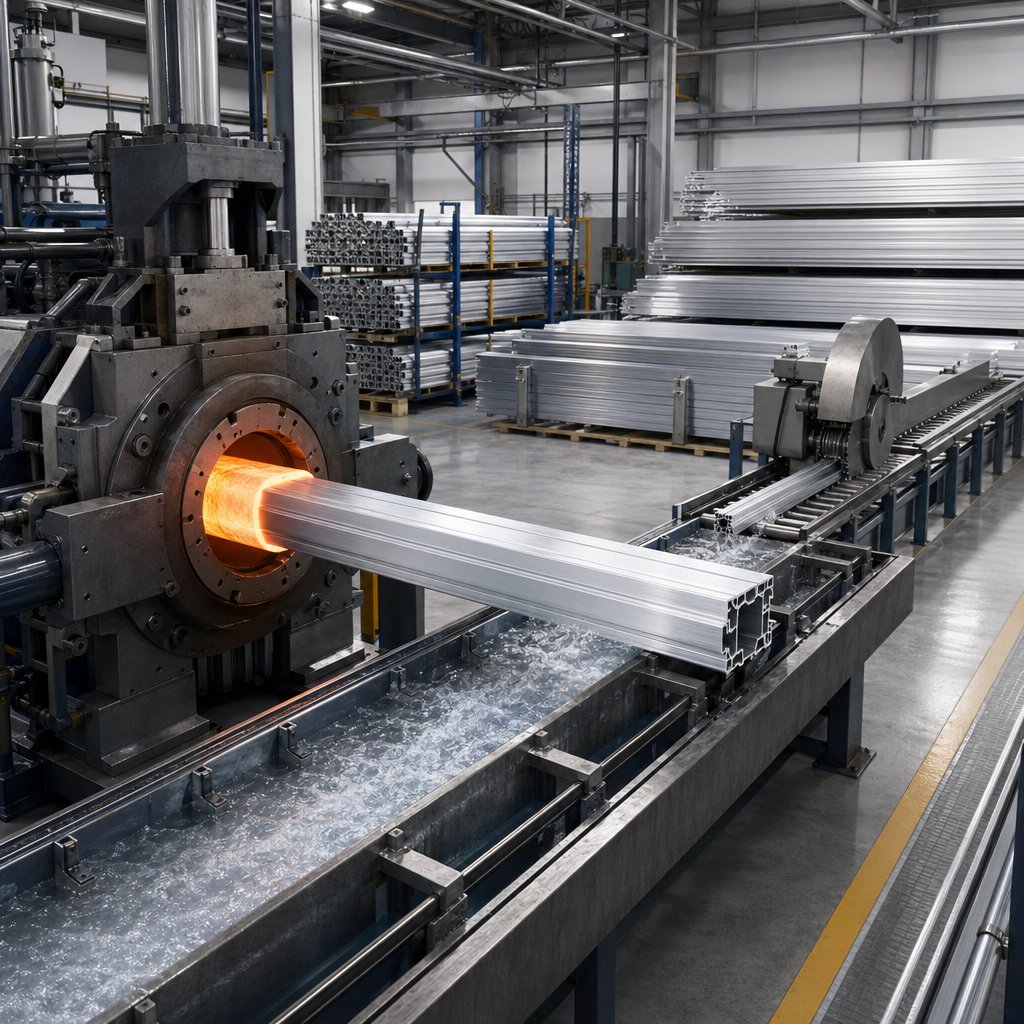
A profile may leave the press quickly, but the full aluminum extrusion process is a tightly controlled sequence. In simple terms, this is the practical extrusion process definition most buyers need: heat the alloy, force it through a die, then stabilize, size, and finish the shape so it can be used reliably.
If you have ever wondered how is extruded aluminum made or how are aluminum extrusions made in a real plant, the answer starts before any metal reaches the die. The billet is selected by alloy, cut to size if needed, and preheated until it becomes soft enough to flow without melting. Guidance from Flexi Profiles and JM Aluminium places billet heating roughly in the 400°C to 500°C range, while dies are commonly preheated near 450°C to 500°C. In many operations, the working zone is around 500°C, though exact conditions depend on alloy and profile complexity.
Inside the press, metal flow has to stay consistent. The ram pushes the heated billet forward, and the aluminum takes the die's cross-sectional shape as it exits. This is the central forming stage in the extrusion process. Speed and pressure matter a lot. If the press runs too aggressively, the surface can crack, tear, or distort. If the metal flow is uneven, the profile may leave the die with hidden stress or visible shape variation. In short, the core of the extrusion of aluminium happens here, but quality is not secured here alone.
Freshly extruded material is still hot and only partly stabilized. As it moves along the runout table, it is cooled by air, fans, or water spray, depending on the alloy and required properties. A puller may help control the profile as it exits. Even after cooling, long sections can show bow, twist, or slight camber, so they are stretched to bring them back into alignment. Sawing follows, often in two stages: first for manageable table lengths, then for the final cut lengths requested on the drawing. Many profiles then go through aging, which develops the intended mechanical properties after extrusion.
By this stage, the profile has its shape, but not always its final condition. Finishing may include anodizing, painting, powder coating, or machining, depending on the application. Final inspection checks dimensions, straightness, cut accuracy, and surface quality. So when people ask how aluminum extrusion is made, the short version is simple: a heated billet is pushed through a die. The complete answer is broader. The entire extrusion process, from billet preparation to inspection, determines whether that profile performs well in the field or causes trouble later.
The biggest quality drivers are billet and die temperature, stable press conditions, controlled cooling or quenching, and proper straightening. Problems in those few stages often show up later as twist, poor finish, unstable dimensions, or weak performance.
That is also why two profiles that look similar on paper can behave very differently in production. The route through the press may sound straightforward, yet the process family behind it changes force, finish, and even what geometry is realistic.
The same drawing can behave very differently depending on the branch of the metal extrusion process used to make it. That is why the main types of aluminum extrusion matter so much in real production. Press direction changes friction. Temperature changes flow. Profile form changes how hard the die has to work. Together, those choices shape cost, finish quality, and what geometry is actually realistic.
In direct extrusion, the ram pushes a heated billet toward a fixed die, and the billet slides against the container wall. That makes direct extrusion flexible and widely used, but it also creates more friction and more frictional heat. A press comparison notes that indirect extrusion removes that billet-to-wall rubbing, which can reduce traction by about 25% to 30% and lower extrusion pressure by roughly 70% in some setups. The tradeoff is equipment complexity. Indirect setups can be more efficient and stable, but they are less universal for every shape and press size.
Most long aluminum profiles are made by a hot route with preheated billet and die, because warm metal flows through the die more readily. A process overview describes cold extrusion as forming metal at or near room temperature. In practical terms, hot extrusion is the common path for profile production, while cold extrusion belongs to a different part of the broader extrusion manufacturing process and is typically used for different part forms and feedstock.
Profile shape adds another layer. Solid sections have no enclosed voids, so metal flow is usually easier to control. Semi-hollow sections introduce partially enclosed features, which increase die sensitivity. Hollow sections, such as tubes and multi-void frames, are the most demanding because the die must create internal spaces while keeping the extruded metal balanced across the whole section. Among the common types of extruded aluminum, hollow shapes usually bring the highest tooling complexity and the greatest risk of distortion if flow is uneven.
Here is the plain-language version. To make a hollow shape, the die uses internal supports to hold the empty space. As the extruded metal moves forward, it splits around those supports and then rejoins before exiting as one continuous profile. That extra flow path makes hollow production more sensitive to imbalance. If one side runs hotter or faster, the result can be wall variation, twist, or surface marks. This is where the overall extrusion system matters most, not just the press force alone.
| Method | Equipment behavior | Shape capability | Preferred use | Tradeoffs |
|---|---|---|---|---|
| Direct extrusion | Fixed die, billet moves against container wall | Broad range, including many complex profiles | High-mix production and general profile work | Higher friction, more heat, more wear, more scrap at the end |
| Indirect extrusion | Billet does not rub against container wall in the same way | More limited by hollow stem and press design | Jobs needing stable flow, better utilization, and uniformity | More complex control, less flexible equipment choice |
| Hot extrusion | Billet and die are preheated | Well suited to long aluminum profiles | Most structural and industrial aluminum sections | Needs tight temperature control to protect finish and shape |
| Cold extrusion | Metal is formed at or near room temperature | Used for different part forms than typical long profiles | Applications outside standard profile pressing | Higher forming resistance, different tooling demands |
| Solid profiles | Simpler metal flow through the die | Best for bars, flats, channels, and open sections | Cost-sensitive, lower-risk shapes | Less internal functional space than hollow options |
| Semi-hollow profiles | More sensitive die features and flow balance | Intermediate complexity | Shapes needing partial enclosure without a full tube | Higher tooling pressure and stability demands |
| Hollow profiles | Metal splits around supports and rejoins | Tubes, box sections, multi-void shapes | Lightweight parts with enclosed geometry | Highest die complexity, tighter control of flow and finish |
Choose direct extrusion for flexibility, indirect extrusion for lower friction and better consistency, and remember that hollow geometry raises the difficulty no matter which press route you pick.
Even the right process family can struggle if the alloy resists flow, finishes poorly, or responds badly to heat, which is where material choice starts to change the whole picture.

Press direction and die style shape the route, but the alloy often decides how forgiving that route will be. In aluminium alloy extrusion, the material is not a background detail. It affects metal flow, die loading, corrosion behavior, machining, and how well the finished profile takes surface treatment. Family-level comparisons from Sunrise Metal and Alexandria Industries show why one profile design may run smoothly in one alloy and become much harder to control in another.
When extruding aluminum, more workable alloy families generally flow through the die more easily, while higher-strength families can demand more from the press and tooling. That is a major reason the 6xxx series dominates profile work. The cited guides describe it as the most popular extrusion class because it offers a balanced mix of strength, extrudability, corrosion resistance, machinability, weldability, and formability. It also gives manufacturers more freedom with hollow and detailed sections. By comparison, 2xxx and 7xxx families bring higher strength, but that benefit usually comes with a less forgiving processing window.
Most extruded profiles use wrought alloys rather than cast alloys. At a practical level, buyers usually start with the alloy family first, then narrow the choice to a grade such as 6061, 6063, or a machining-focused 6262. A plant can often extrude aluminum into more complex shapes more readily with many 6xxx alloys than with harder high-strength families.
| Alloy family | Formability | Relative strength tendency | Corrosion behavior | Machining friendliness | Finishing response |
|---|---|---|---|---|---|
| 1xxx | Excellent workability | Low strength | High corrosion resistance | Poor machinability | Excellent finishability and conductivity-focused applications |
| 2xxx | More limited than general-purpose profile alloys | High strength | Relatively low corrosion resistance | Excellent machinability | Usually chosen for performance more than cosmetic finish |
| 3xxx | Good workability | Low to medium strength | Good corrosion resistance | Poor machinability | Finish response varies by grade and end use |
| 5xxx | Good to moderate formability depending on grade | Low to moderate strength | Excellent marine corrosion resistance | Varies by grade | Often selected where durability in harsh exposure matters |
| 6xxx | Good formability and good extrudability | Good overall strength balance | Good corrosion resistance | Good machinability | Strong response to finishing, with 6063 especially valued for anodized appearance |
| 7xxx | Less forgiving for general profile production | Very high strength | Poor corrosion resistance | Good machinability | Typically selected for demanding mechanical performance |
The same sources also note that 4xxx is generally not treated as a standard family for extruded profiles. In real buying decisions, the short list usually comes down fast. A structural part may lean toward 6061. A cosmetic or architectural profile may favor 6063 because of its finer finishing response. Marine-facing work often points toward selected 5xxx grades, while very high-performance applications may justify 7xxx despite the added production challenge. An extruded aluminium trim piece and a load-bearing bracket may look similar on a drawing, but they rarely want the same alloy logic.
Good alloy selection starts with the end use, then works backward through production. The references repeatedly tie alloy choice to a few practical questions: Does the part need strength, corrosion resistance, conductivity, weldability, anodizing quality, or heavy follow-on machining? Those priorities do not always point to the same family. For example, 6063 is widely preferred where finish quality matters, while 6061 is more often chosen where structural toughness matters. Machining-heavy work may favor grades developed for machine shops, such as 6042 or 6262, rather than a more general-purpose option.
The best alloy is the one that fits the press, the shape, and the downstream process at the same time. Strength, corrosion resistance, and finish quality only pay off when the chosen family also supports stable extrusion, practical machining, and the surface treatment the part will actually receive.
That is where profile design starts to matter even more. An alloy may look perfect on a datasheet, yet thin walls, sharp corners, and difficult hollows can still push it beyond a comfortable manufacturing range.
A workable alloy can still become a difficult part if the cross-section fights metal flow. That is why aluminum extrusion design matters so much. Practical guidance from Taber Extrusions and BWC Profiles points to the same pattern: simple, balanced geometry is usually easier to extrude, easier to inspect, and less expensive to hold within tolerance. For both buyers and engineers, the goal is not just to draw interesting extrusion shapes. It is to draw shapes that can be produced consistently.
Uniform wall thickness is one of the safest rules in profile design. Taber notes that keeping walls more consistent improves cost efficiency and production time, while uneven thickness can create problems during extrusion and cooling. Those problems often show up as surface variation, cosmetic defects, or shape instability. Sharp corners create similar trouble. Metal does not like to turn abruptly, so generous radii and smoother transitions usually give a cleaner result than razor-like edges.
This is especially important in large or thin-wall extruded aluminum shapes, where a small imbalance can turn into twist, bow, or visible finish issues.
Not all profile forms ask the same thing from the die. Taber groups them into solid, semi-hollow, and hollow sections. Solid profiles are generally the simplest. Semi-hollow sections introduce partially enclosed features, and their difficulty is often described through tongue ratio, meaning the relationship between the gap opening and its depth. In plain language, the deeper and narrower that feature becomes, the more demanding the die feature is. That pushes extrusion die design into a more delicate range.
A hollow or semi-hollow extruded aluminum profile can still be very practical, but narrow slots, deep returns, and multiple voids raise tooling risk and make balanced flow harder to achieve. If a feature can be opened up slightly, rounded, or moved into a secondary machining step, the whole profile often becomes easier to run.
Tolerances should follow function, not wishful thinking. BWC explains that achievable tolerances vary with wall thickness, dimension size and location, profile type, alloy, cross section, and part application. They also note that standard tolerances change with cross-sectional size, commonly described by the profile's fit inside a circumscribing circle, and with where a feature sits on a complex section.
That matters because tight tolerances are possible, but they usually bring extra die corrections, more inspection, slower extrusion rates, and sometimes higher rejection rates. A smart aluminum extrusion profile reserves tighter limits for mating surfaces, sealing areas, or truly critical dimensions. A general-purpose aluminium extrusion profile does not need every feature held to the same level.
| Geometry choice | Feasibility | Tooling complexity | Cost pressure | Dimensional stability |
|---|---|---|---|---|
| Uniform walls and smooth radii | High | Lower | Lower | Better |
| Sharp corners and abrupt thickness changes | Lower | Higher | Higher | Less stable |
| Symmetrical open section | Higher | Moderate | Moderate | Easier to keep straight |
| Deep narrow slot or aggressive tongue feature | Lower | High | High | More variation risk |
| Multi-void hollow profile | Moderate to low | High | High | Sensitive to twist and wall variation |
| Very tight tolerances across the whole section | Possible but demanding | Higher | Higher | Depends heavily on process control |
Most hard-to-make profiles share the same warning signs. They ask the metal to speed up, slow down, split, or turn too abruptly inside the die. They also ask the manufacturer to control too many critical dimensions at once. If you are reviewing a drawing, watch for these common trouble points:
A profile does not have to be plain to be manufacturable. It just has to respect how aluminum flows, cools, and straightens. Even then, a sound drawing is only part of the story. Billet heat, die condition, ram speed, and cooling strategy still decide whether that design leaves the press with the finish and accuracy it promised on paper.

A clean drawing does not guarantee a clean profile. On an aluminium extrusion press, visible quality is shaped by a full process window, not one control setting. Billet heat, die condition, ram speed, the amount of reduction through the opening, puller behavior, and cooling all influence one another. The straightness patterns summarized in this straightness control guide make that clear: stable profiles come from balanced flow, stable temperature, and controlled cooling, not from press force alone.
If billet temperature varies, metal does not flow through the extrusion die in a uniform way. Some areas stay stiffer. Other areas move more easily. That difference follows the profile all the way to the exit. Because the shape leaves the tool hot and soft, uneven temperature also means uneven stiffness across the section. In real production, that can show up as bow, twist, or shape drift that becomes more obvious after cooling. The same issue gets harder to manage when the metal has to make a more demanding reduction through the opening, because any imbalance is amplified instead of hidden.
Balanced flow starts with the tool. A worn or poorly centered aluminum extrusion die can push more metal to one side than the other, and even small die imbalance can create straightness problems immediately. The reference material also highlights uneven die heating, worn bearing lengths, and weak bridge support in hollow sections as common sources of distortion. Good extrusion dies still need inspection, correct centering, and stable preheat before the run begins. The same is true for aluminium extrusion dies. If the tool is not stable, the surface finish often suffers first, and straightness usually follows.
Speed is where many problems become visible. When the extrusion press runs too fast, thin sections can exit faster than thick ones, temperature rises unevenly, and the profile may bend while it is still soft. Puller speed has to match press speed closely as well. Uneven pull force can stretch one side more than the other and increase bow or twist. Cooling adds another layer. Air cooling is usually more uniform. Water quenching is much faster, but uneven spray creates uneven shrinkage, which locks internal stress into the part. On an aluminum extrusion press, faster output can therefore make finish, straightness, and later correction harder at the same time.
| Parameter | Surface finish | Dimensional stability | Residual stress | Straightness | Post-processing ease |
|---|---|---|---|---|---|
| Billet temperature uniformity | More consistent appearance when flow is even | Reduces shape drift at exit | Lowers risk of uneven internal stress | Helps prevent early bow and twist | Makes cutting and later correction more predictable |
| Die temperature, centering, and wear | Poor tool condition can leave marks and uneven surfaces | Uneven flow affects wall control | Can build stress into one side of the profile | Strong influence on bow and twist | Less rework when the tool is balanced |
| Ram speed | Excess speed can worsen surface defects | Raises risk of variation across the section | Can increase stress by creating uneven exit conditions | Hot, soft profiles bend more easily at high speed | More downstream straightening may be needed |
| Puller tension and support | Uneven support can leave marks | Can stretch one area more than another | Adds nonuniform stress if poorly matched | Directly affects bow and twist growth | Poor control complicates cutting and assembly fit |
| Cooling or quenching uniformity | Uneven cooling can change appearance and exit condition | Differential shrinkage reduces stability | A major source of locked-in stress | One of the biggest causes of late bowing | Makes machining, finishing, and straightening less predictable |
These variables do not act alone. Faster speed raises exit temperature. Uneven die heat changes flow. Uneven flow makes cooling harder to control. Cooling stress then shows up later as movement during cutting, aging, or fabrication. That is why two runs from the same tool can look similar at first and behave differently later.
Quality is created across the full process window, not only at the press exit.
And even a profile that leaves the line looking good is only halfway through its journey. Heat treatment, machining, coating, and inspection will either preserve that stability or expose the stress left behind.
A profile can leave the press with the right cross-section and still be far from finished. In practice, most value is added after forming. The machining guide defines aluminum extrusion machining as the secondary work applied to extruded profiles, including cutting, drilling, milling, turning, and tapping, so the section becomes a usable part with tighter tolerances and required features.
Before detailed fabrication begins, manufacturers focus on keeping the profile stable enough for later operations. That means protecting dimensional accuracy, surface quality, and the mechanical properties the job requires. The quality control guide links post-extrusion control directly to fit, finish, and reliability, which is why stabilization is treated as part of the full workflow rather than a side task. A profile that moves, distorts, or carries hidden stress will usually reveal those problems during cutting, coating, or assembly.
This is where a near-net shape becomes a functional component. Common aluminum extrusion fabrication steps include sawing to length, punching, mitering, drilling, tapping, milling, turning, heli-coiling, deburring, and assembly work. If you are wondering how to cut aluminum extrusion in production, the usual answer is controlled sawing first, by CNC work where extra features or closer fits are needed. The same post-extrusion operations reference also shows how shops handle both short and long sections with dedicated fabrication equipment.
For both aluminum extrusion machining and aluminium extrusion machining, heat control matters. The machining guide notes that coolant helps control heat, remove chips, reduce tool wear, improve surface finish, prevent burring, and limit distortion, especially in thin-walled or complex profiles. Good extrusion machining is not just about adding holes. It is about keeping those features repeatable from one part to the next.
Finishing changes both appearance and service behavior. The post-extrusion reference lists anodizing, powder coating, and painting as standard options. Surface prep is critical here. Its paint example uses a four-stage pretreat to etch, clean, neutralize, and wash parts for better adhesion. Alloy chemistry matters too. The quality control source notes that impurities can cause anodized streaks, discoloration, or weaker corrosion performance. So a machined aluminum extrusion may look excellent after CNC work and still disappoint if the alloy or prep is a poor match for the finish.
| Post-extrusion operation | What it changes | When it is typically used | Design or alloy choices that influence success |
|---|---|---|---|
| Thermal and mechanical stabilization | Helps the profile hold shape, fit, and required properties through later processing | Before tight-tolerance fabrication or finish-critical work | Thin walls, complex sections, and profiles sensitive to distortion need closer control |
| Sawing and cut-to-length work | Turns long extrusions into manageable and final lengths | Early in post-processing and before assembly prep | Length, section stiffness, and cut tolerance requirements affect setup |
| CNC drilling, tapping, milling, and turning | Adds functional features, threads, flats, slots, and pockets | When the extrusion is near-net shape but not assembly-ready | Tool access, workholding, thin-wall sensitivity, and machining-friendly grades such as 6061 or 6063 influence results |
| Deburring and edge cleanup | Removes burrs and sharp edges without damaging the profile | After punching, sawing, or other fabrication steps | Part geometry and surface-finish sensitivity determine the cleanup method |
| Anodizing, powder coating, or painting | Improves appearance, protection, and finish consistency | After fabrication and surface prep are complete | Alloy chemistry, impurity levels, and surface preparation strongly affect finish quality |
| Final inspection and shipment release | Confirms dimensions, surface condition, and internal soundness where needed | Before parts are cleared for delivery | Critical tolerances, cosmetic requirements, and hidden-defect risk may call for vision systems or NDT |
Before shipment, aluminum extrusion parts need proof that fabrication and finishing did not introduce new problems. The quality control guide highlights laser or vision-based checks for dimensions and surfaces, plus ultrasonic or X-ray methods when internal soundness matters. Delivery readiness is less about boxing parts quickly and more about releasing sections that will fit, fasten, and finish consistently in the customer’s build. That is the real payoff of disciplined aluminum extrusion machining.
Downstream success starts upstream. Alloy choice, profile design, and press stability decide how easily a part can be machined, coated, inspected, and turned into reliable aluminum extrusion parts.
That is why the same base section can end up as a frame, rail, enclosure, trim piece, or tube. What happens after the press often determines which application the profile can truly serve.
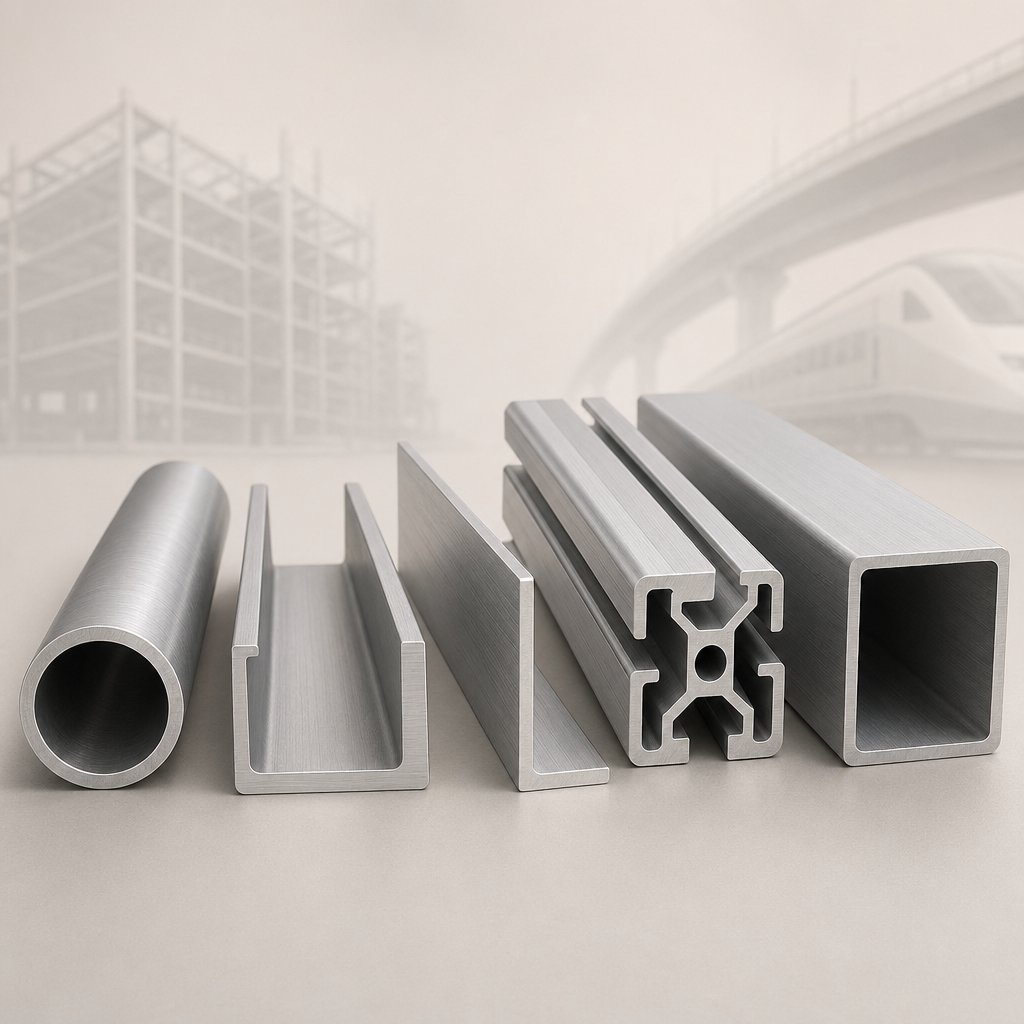
The value of a profile becomes clearest when you look at where it is actually used. Common aluminum extrusion applications in this selection guide and this OEM overview span construction, transportation, industrial automation, electronics, solar, and furniture. If you are asking what are aluminum extrusions used for, the short answer is simple: they fit products that need repeatable shapes, low weight, corrosion resistance, and room for finishing or fabrication later.
| Profile form | Typical examples | Common uses | Why it is chosen |
|---|---|---|---|
| Solid profiles | Bars, rods, flat sections, structural supports | Brackets, trim, supports, simple load-bearing parts | Direct load path, simpler tooling, straightforward machining |
| Open profiles | Channels, angles, T-sections, T-slot framing | Frames, rails, guards, modular assemblies, enclosure edges | Easy fastener access, panel mounting, flexible assembly |
| Hollow profiles | Round tubes, square and rectangular sections, multi-void enclosures | Lightweight structural parts, battery housings, handrails, protected cable routes | Better stiffness-to-weight potential and enclosed space |
| Custom sections | Heat sinks, LED housings, curtain wall members, specialty channels | Heat-management components, architectural systems, integrated functional parts | Combines shape and function in one profile |
Construction teams use extrusions for window frames, door systems, curtain walls, railings, and cladding because they offer corrosion resistance, dimensional consistency, and good finishing response. Automotive and broader transportation programs use them for lightweight chassis members, crash structures, truck or rail body sections, and EV battery enclosures, where reducing mass without giving up structure matters. The best aluminum extrusions shapes for a facade are not always the best for a vehicle, because exact fit depends on load, corrosion exposure, finishing needs, and secondary machining.
An aluminum extrusion tube is useful when enclosed geometry helps stiffness, protects internal space, or keeps weight down. A round or rectangular extruded aluminum tube often suits frames, rails, and support members. An aluminum tube extrusion also makes sense when wiring, fluids, or fastening features need a protected path. Open channels and T-slot sections work better when access, adjustability, or panel mounting matter more than enclosure. Custom sections earn their cost when one profile can replace several separate parts, such as a heat sink that also serves as a housing.
Application needs should drive alloy, geometry, and finish together, not as separate decisions.
That is why choosing a source for extrusion work is rarely just about making the shape. The real question is whether the supplier can support the profile all the way to the condition the application actually demands.
A profile may fit the application on paper and still fail the project if the supplier cannot control the full chain. That is why supplier selection in aluminium extrusion processing should go beyond price. A practical supplier audit guide centers the review on process capability, quality management, delivery reliability, technical support, and documentation.
For aluminum extrusion manufacturing, fewer handoffs usually mean fewer hidden risks. When pressing, machining, finishing, and packaging sit under one management system, it becomes easier to connect billet records, press logs, inspection data, and shipment labels. That matters in extrusion manufacturing because many failures are subtle. They show up later as mixed lots, coating variation, dimensional drift, or unclear responsibility between vendors.
One more check is worth making. Do not judge a factory by a single showroom image or one aluminum extrusion machine. Review the broader aluminium extrusion equipment footprint, the condition of finishing lines, and whether operators can clearly explain the quality routine behind each step.
If you want a supplier with broad in-house coverage on your review list, Shengxin Aluminium is a reasonable resource to examine. The company states that it has more than 30 years of manufacturing experience, 35 extrusion presses, precision CNC machining, and multiple anodizing and powder coating lines. That kind of setup can reduce handoffs and improve process continuity for custom construction profiles or automotive components. It is still wise to confirm fit through your own checklist, especially for alloy range, tolerance communication, sample approval, and inspection reporting.
Choose the partner that can prove control from billet to packaged part. The lowest quote can be useful, but traceability, process discipline, and honest technical communication usually protect the project far better.
Aluminum extrusion is the shaping step where heated metal is pushed through a die to create a continuous cross-section. Aluminium extrusion processing is the wider manufacturing path around that step, including billet preparation, cooling, straightening, cutting, aging, machining, finishing, and inspection. That broader view matters because a profile can look correct at press exit but still lose quality later if the follow-up operations are not controlled well.
The usual sequence starts with choosing the alloy and preparing the billet, then warming both the billet and die so the metal can flow properly. The press forces the aluminum through the die, the new profile is guided out, cooled, straightened, cut, and then aged or heat treated if needed. After that, many parts move into machining, anodizing, powder coating, or other finishing steps before final inspection and packing.
For many profile jobs, the 6xxx family is the most practical starting point because it balances extrudability, corrosion resistance, machining, and finishing response. Within that family, 6063 is often chosen when appearance and anodized finish matter, while 6061 is a common choice for more structural or machining-focused parts. Other families can be suitable too, but the best alloy depends on shape difficulty, service environment, and what happens after extrusion.
Hollow sections are more demanding because the metal must move around internal die supports and then rejoin as one profile while staying balanced across the whole shape. If the flow is uneven, problems such as wall variation, twist, or surface marking become more likely. That is why hollow profiles usually need more careful die design, steadier press conditions, and closer control during cooling and straightening than simpler solid sections.
When pressing, CNC work, anodizing, powder coating, and inspection are managed under one roof, there are fewer handoffs and fewer chances for mix-ups in dimensions, finish quality, or traceability. It also makes it easier to connect process records from the billet stage to the final packaged part. Suppliers that offer integrated capabilities, such as Shengxin Aluminium with extrusion presses, CNC machining, and finishing lines, can be useful to review for projects that need continuity, but buyers should still verify alloy fit, tolerances, inspection reporting, and sample approval.




 serviço on-line
serviço on-line 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 português
português English
English français
français Deutsch
Deutsch русский
русский español
español العربية
العربية ไทย
ไทย Việt
Việt Українська
Українська










